Appendix I
ZCast Design Guide - 15
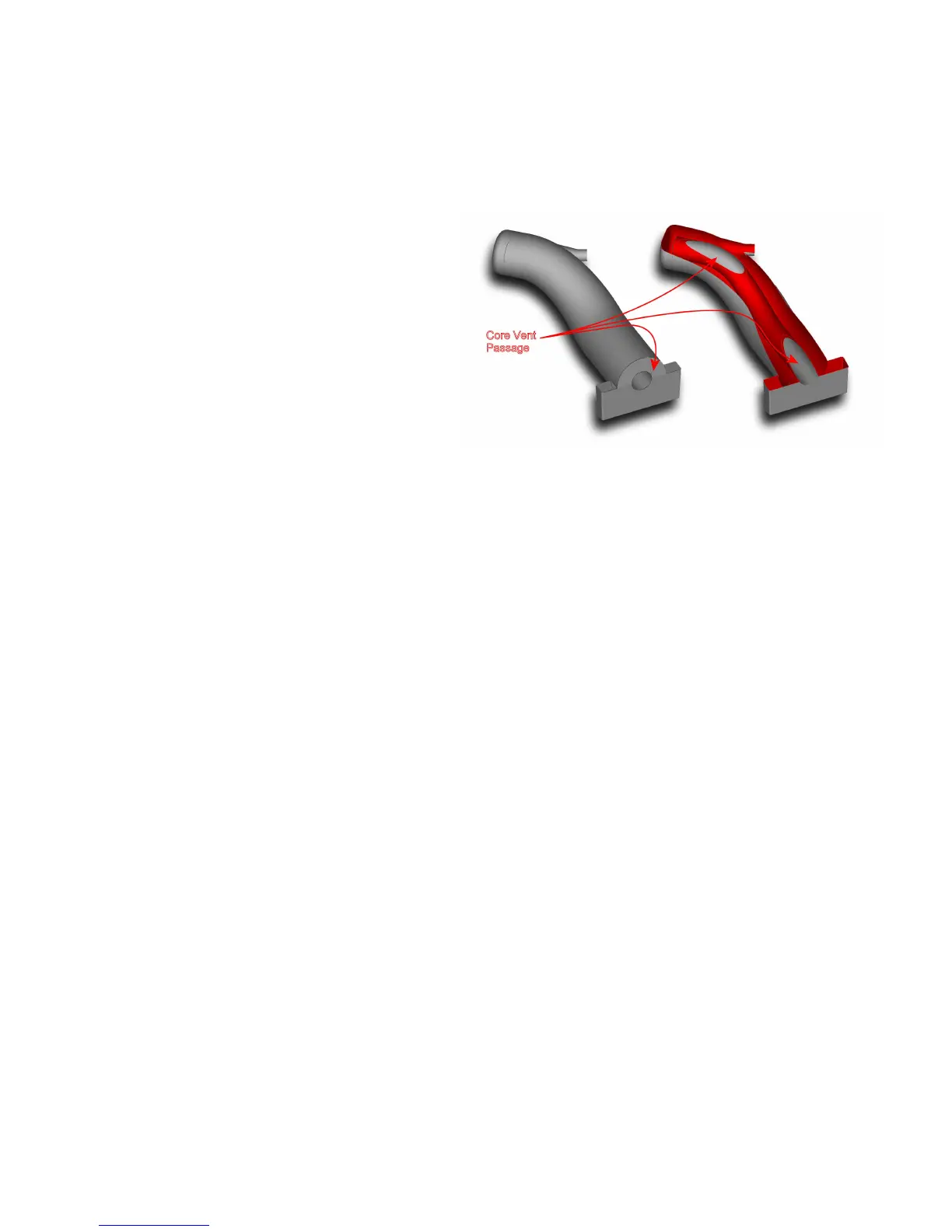
6.5.1 Venting Cores
Follow these guidelines to obtain best
results when designing vents for your
cores:
• The cores should be shelled in by
approximately .250” (7mm) wall
thickness where possible.
• Any single wall of the core should be
no thicker than .500” (14mm), or
thinner than .140” (3.5mm). very
slender cores with thinner walls are
possible over short lengths, distortion
will limit how long they can be.
• The core vents should continue through the mold walls and out to the
atmosphere. This should typically be done through the core print, as
far away from the parting lines as possible (to limit the possibility of
metal leakage).
• Depowdering very contoured core vents can be a challenge if 3mm DIA vents curve into a
tight radius
6.5.2 Venting the Mold
• For the majority of the mold, there should be least a 0.500” (14mm) wall thickness
between the metal and the outside of the mold.
• Around areas of the casting where low porosity is important, or near thick sections in the
casting, there should be vents for gases to escape.
• Vents should be approximately .125” (3mm) in diameter and open to the atmosphere.
• Vents DO NOT need to break through to the casting surface. If they pass to within .1” to
.2” (2.5 to 5mm) from the casting surface, the gas generated inside should permeate
through except in extreme cases.
• Insert vents vertically where possible, opening in the cope. Bringing the vents close to
the casting surface runs the risk that the metal will break through, so limiting their
openings to the upper surface of the cope limits the risk of leaking metal.
• Mold vents may be designed into the mold and printed or they may be drilled in after
printing. Modifications like these, and the tooling to perform them, are commonplace in
traditional sand casting foundries – it may be the choice of the foundryman to “improvise”
the venting of the mold in this manner.
Figure 9: Venting the
core