·136·
Programming manual
CNC 8055
CNC 8055i
8.
TOOL COMPENSATION
·M· & ·EN· MODELS
SOFT: V02.2X
Tool radius compensation (G40, G41, G42)
8.1.2 Sections of tool radius compensation
The CNC reads up to 20 blocks ahead of the one it is executing, with the aim of calculating
beforehand the path to be followed. When working with tool radius compensation, the CNC needs
to know the next programmed movement to calculate the path to follow; therefore, no more than 17
blocks can be programmed in a row.
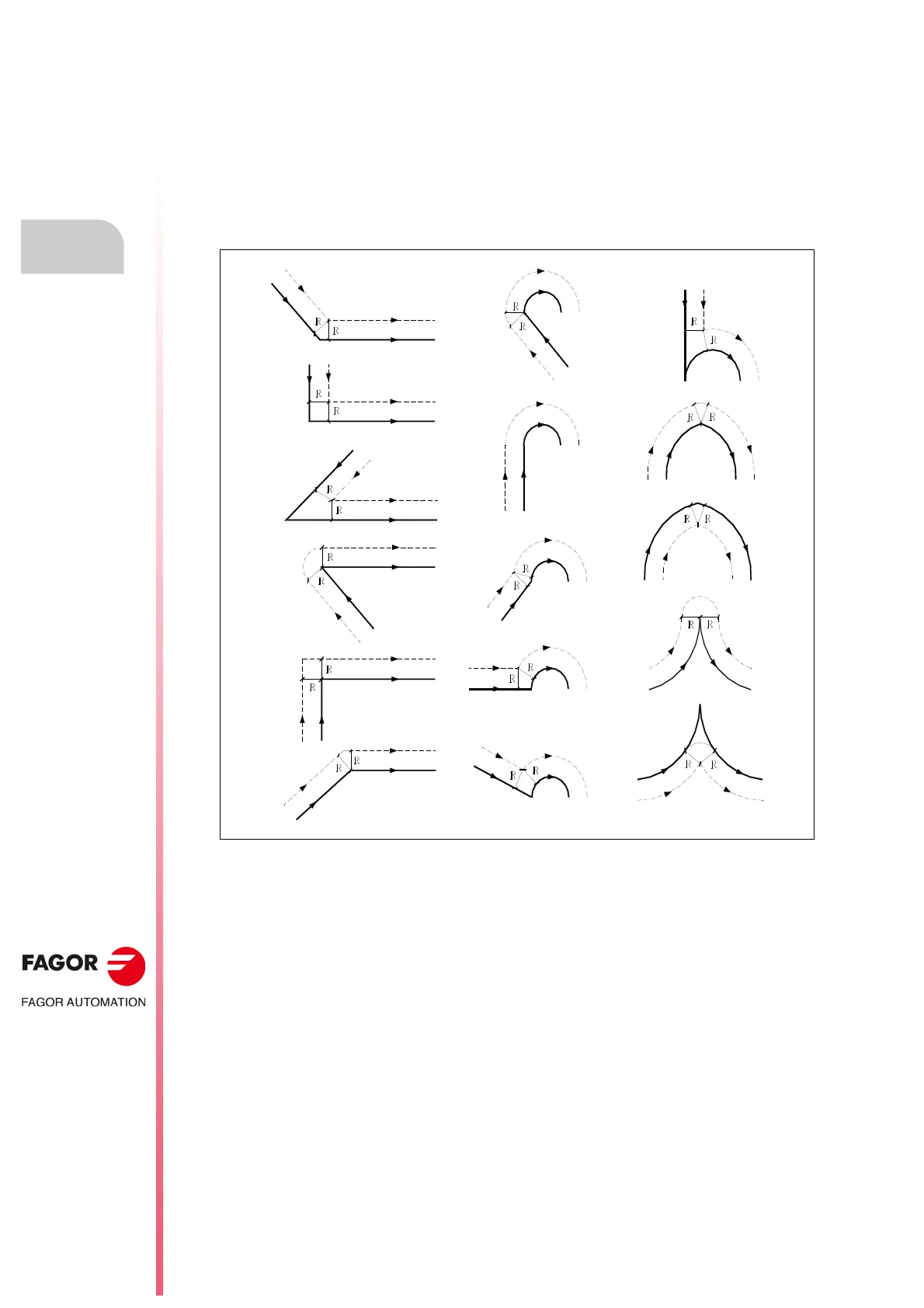
The diagrams (below) show the different paths followed by a tool controlled by a programmed CNC
with tool radius compensation. The programmed path is shown with solid line and the compensated
path with dashed line.
The way the various paths are blended (joined) depends on the setting of machine parameter
COMPMODE.
• If it is set to ·0·, the compensation method depends on the angle between paths.
With an angle between paths of up to 300º, both paths are joined with straight sections. In the
rest of the cases, both paths are joined with arcs.
• If it is set to ·1·, both paths are joined with arcs.
• If it is set to ·2·, the compensation method depends on the angle between paths.
With an angle between paths of up 300º, it calculates the intersection. In the rest of the cases
it is compensated like COMPMODE = 0.
 Loading...
Loading...





