CNC 8055
CNC 8055i
·M· & ·EN· MODELS
SOFT: V02.2X
6
·85·
PATH CONTROL
The CNC allows you to program movements on one axis only or several at the same time.
Only those axes which intervene in the required movement are programmed. The programming
order of the axes is as follows :
X, Y, Z, U, V, W, A, B, C
6.1 Rapid traverse (G00)
The movements programmed after the G00 are executed using the rapid feedrate found in the
machine axis parameter "G00FEED".
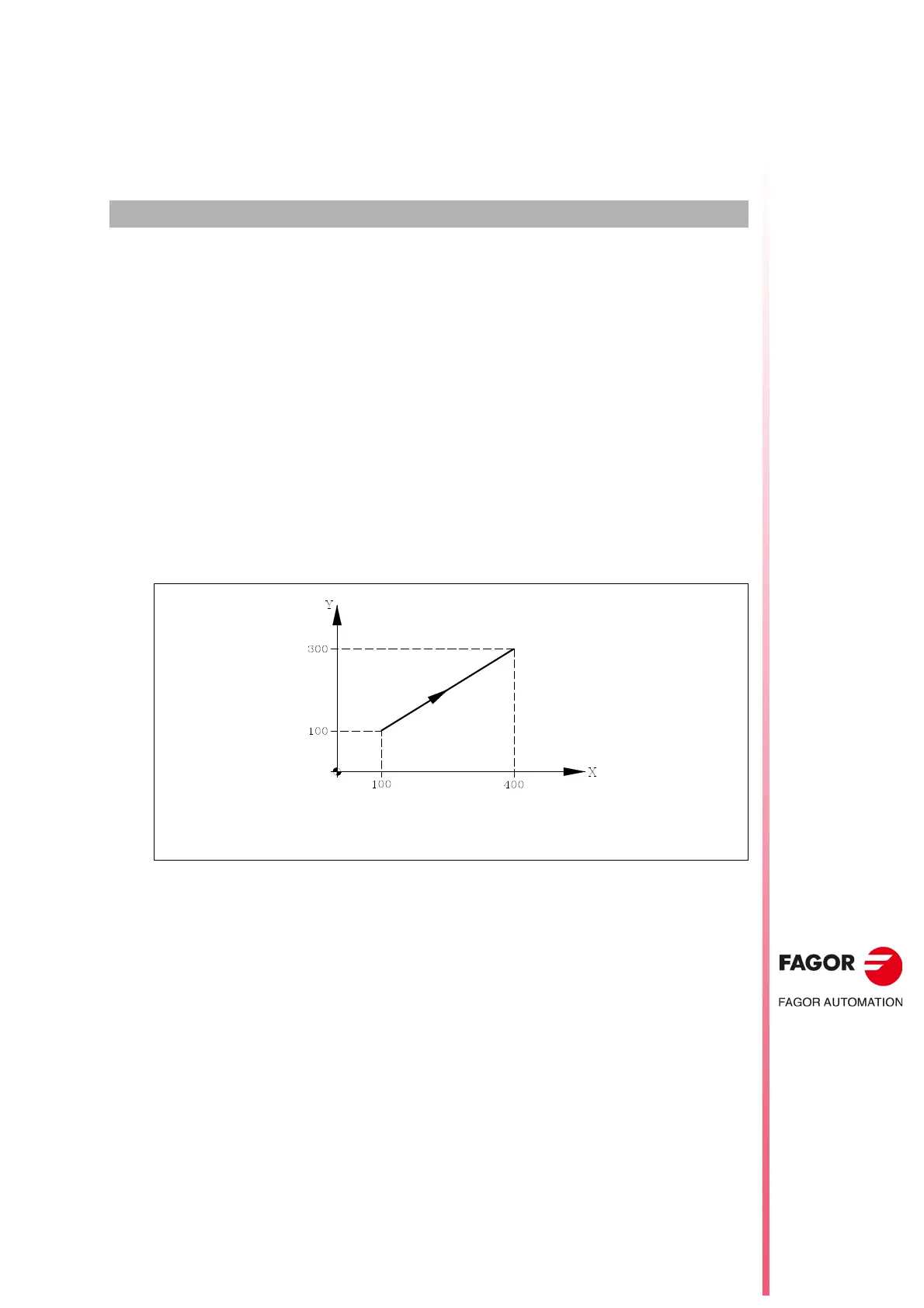
Independently of the number of axis which move, the resulting path is always a straight line between
the starting point and the final point.
It is possible, via the general machine parameter "RAPIDOVR", to establish if the feedrate override
% switch (when working in G00) operates from 0% to 100%, or whether it stays constant at 100%.
When G00 is programmed, the last "F" programmed is not cancelled i.e. when G01, G02 or G03
are programmed again "F" is recovered.
G00 is modal and incompatible with G01, G02, G03, G33 G34 and G75. Function G00 can be
programmed as G or G0.
On power-up, after executing M02, M30 or after EMERGENCY or RESET, the CNC assumes code
G00 or G01, depending on how general machine parameter "IMOVE" has been set.
X100 Y100 ; Starting point
G00 G90 X400 Y300 ; Programmed path