·64·
Programming manual
CNC 8055
CNC 8055i
4.
REFERENCE SYSTEMS
·M· & ·EN· MODELS
SOFT: V02.2X
Polar origin preset (G93)
4.5 Polar origin preset (G93)
Function G93 allows you to preset any point from the work plane as a new origin of polar coordinates.
This function must be programmed alone in the block, its programming format being :
G93 I±5.5 J±5.5
Parameters I & J respectively define the abscissa and ordinate axes, of the new origin of polar
coordinates referred to part zero.
If G93 is only programmed in a block, the point where the machine is at that moment becomes the
polar origin.
On power-up; or after executing M02, M30; or after an EMERGENCY or RESET; the CNC assumes
the currently active part zero as polar origin.
When selecting a new work plane (G16, G17, G18, G19), the CNC assumes as polar origin the part
zero of that plane.
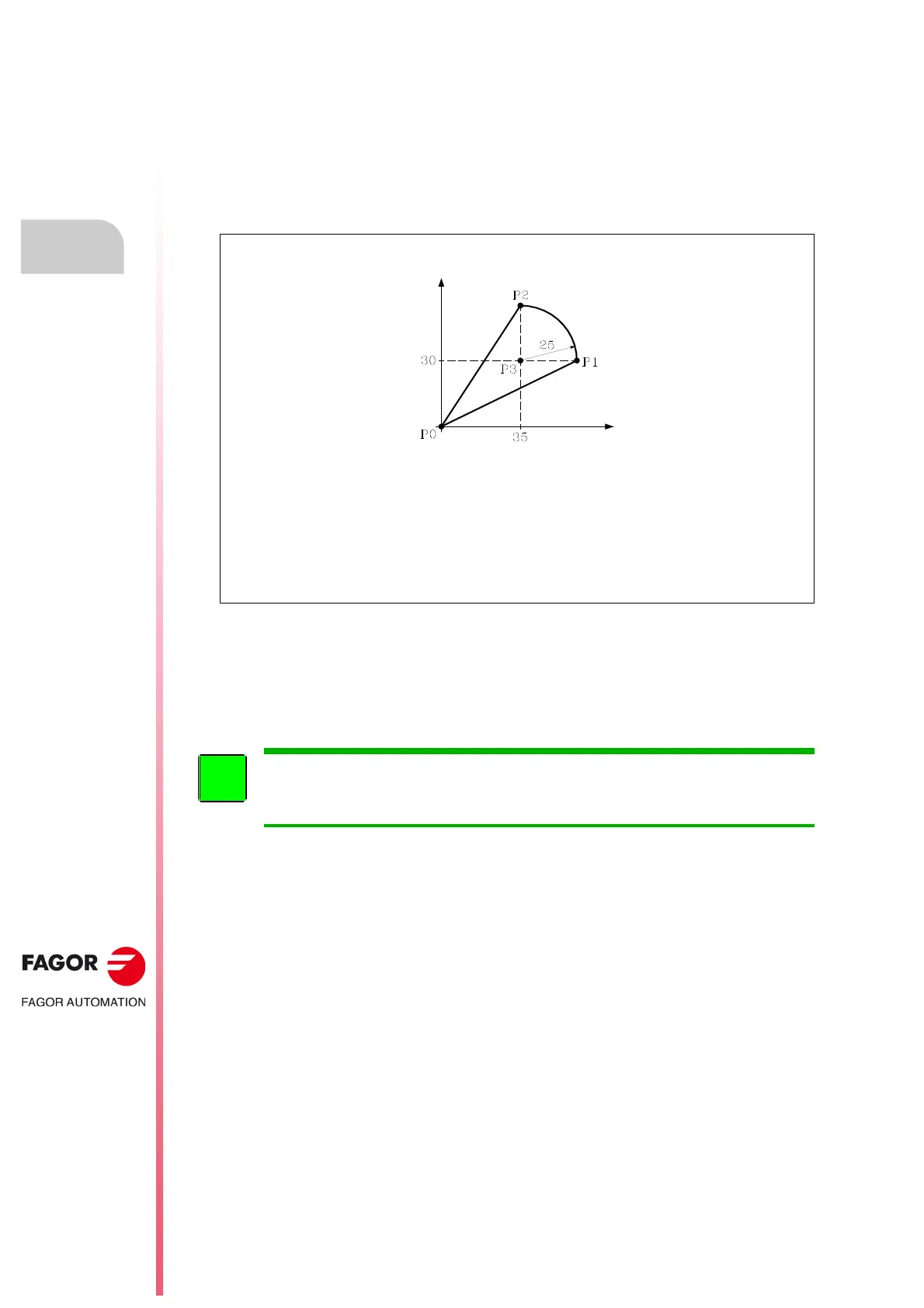
G93 I35 J30 ; Preset P3 as polar origin.
G90 G01 R25 Q0 ; Point P1, in a straight line (G01).
G03 Q90 ; Point P2, in arc (G03).
G01 X0 Y0 ; Point P0, in a straight line (G01)
Example, assuming that the tool is at X0 Y0
The CNC does not modify the polar origin when defining a new part zero; but it modifies the values
of the variables: "PORGF" y "PORGS".
If, while selecting the general machine parameter "PORGMOVE" a circular interpolation is
programmed (G02 or G03), the CNC assumes the center of the arc as the new polar origin.