·310·
Programming manual
CNC 8055
CNC 8055i
12.
PROBING
·M· & ·EN· MODELS
SOFT: V02.2X
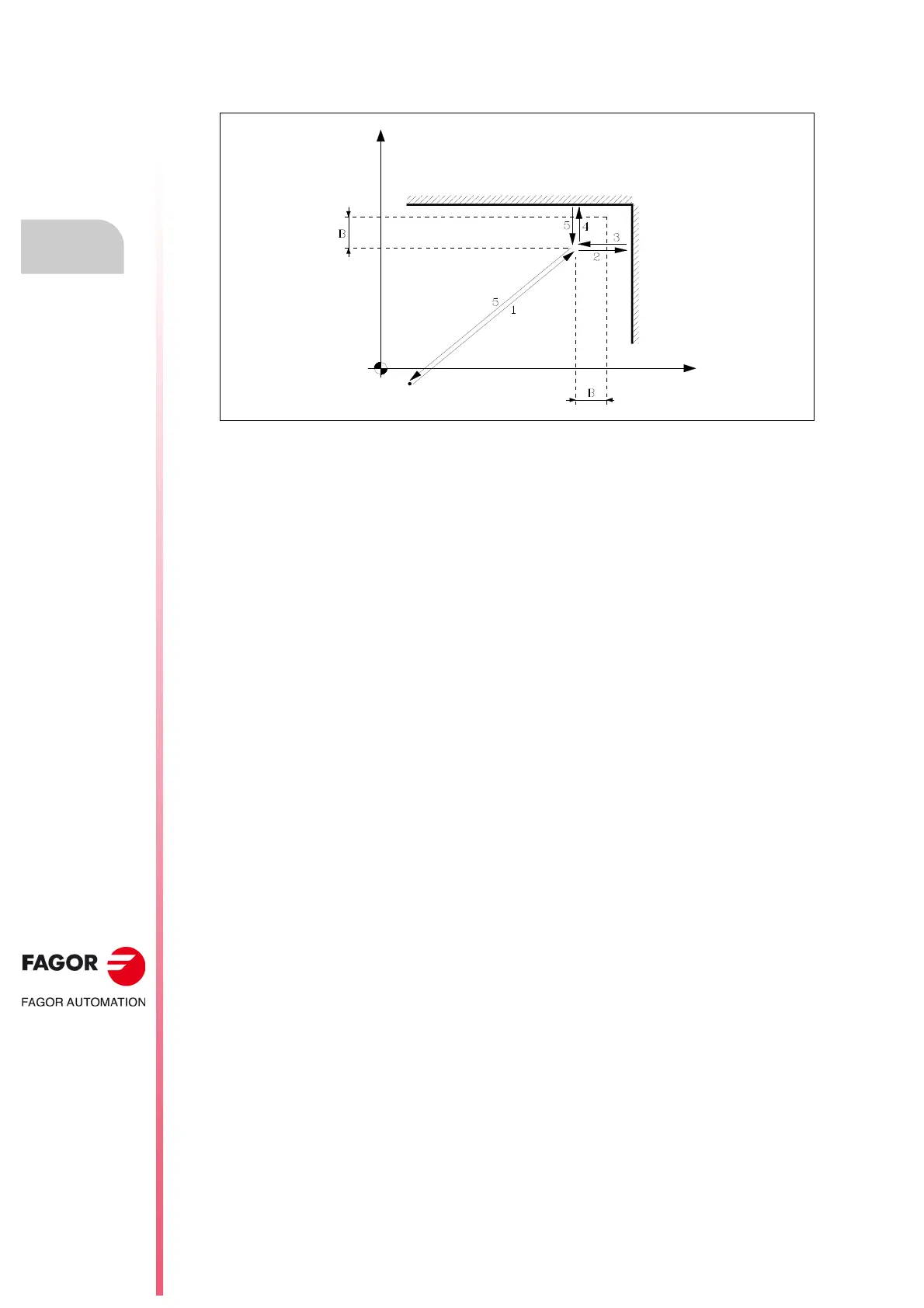
PROBE 5. Inside corner measuring canned cycle.
12.7.1 Basic operation
1. Approach movement.
Movement of the probe in rapid (G00) from the point where the cycle is called to the first approach
point, situated at a distance (B) from both faces to be probed.
The approaching movement is made in two stages:
·1· Movement in the main work plane.
·2· Movement along the longitudinal axis.
2. Probing movement.
Movement of the probe along the abscissa axis at the indicated feedrate (F), until the probe signal
is received.
The maximum distance to be traveled in the probing movement is 2B; if, after travelling that
distance, the CNC does not receive the probe signal, it will display the corresponding error code
and stop the movement of the axes.
3. Withdrawal movement.
Rapid probe movement (G00) from the probing point to the approach point.
4. Second probing movement.
Movement of the probe along the abscissa axis at the indicated feedrate (F), until the probe signal
is received.
The maximum distance to be traveled in the probing movement is 2B; if, after travelling that
distance, the CNC does not receive the probe signal, it will display the corresponding error code
and stop the movement of the axes.
5. Withdrawal movement.
Movement of the probe in rapid (G00) from the point where it probed for the second time to the
point where the cycle was called.
The withdrawal movement is made in three stages:
·1· Movement along the probing axis to the approach point.
·2· Movement along the longitudinal axis to the coordinate of the point (along this axis) from
where the cycle was called.
·3· Movement in the main work plane to the point where the cycle is called.
 Loading...
Loading...





