·86·
Programming manual
CNC 8055
CNC 8055i
6.
PATH CONTROL
·M· & ·EN· MODELS
SOFT: V02.2X
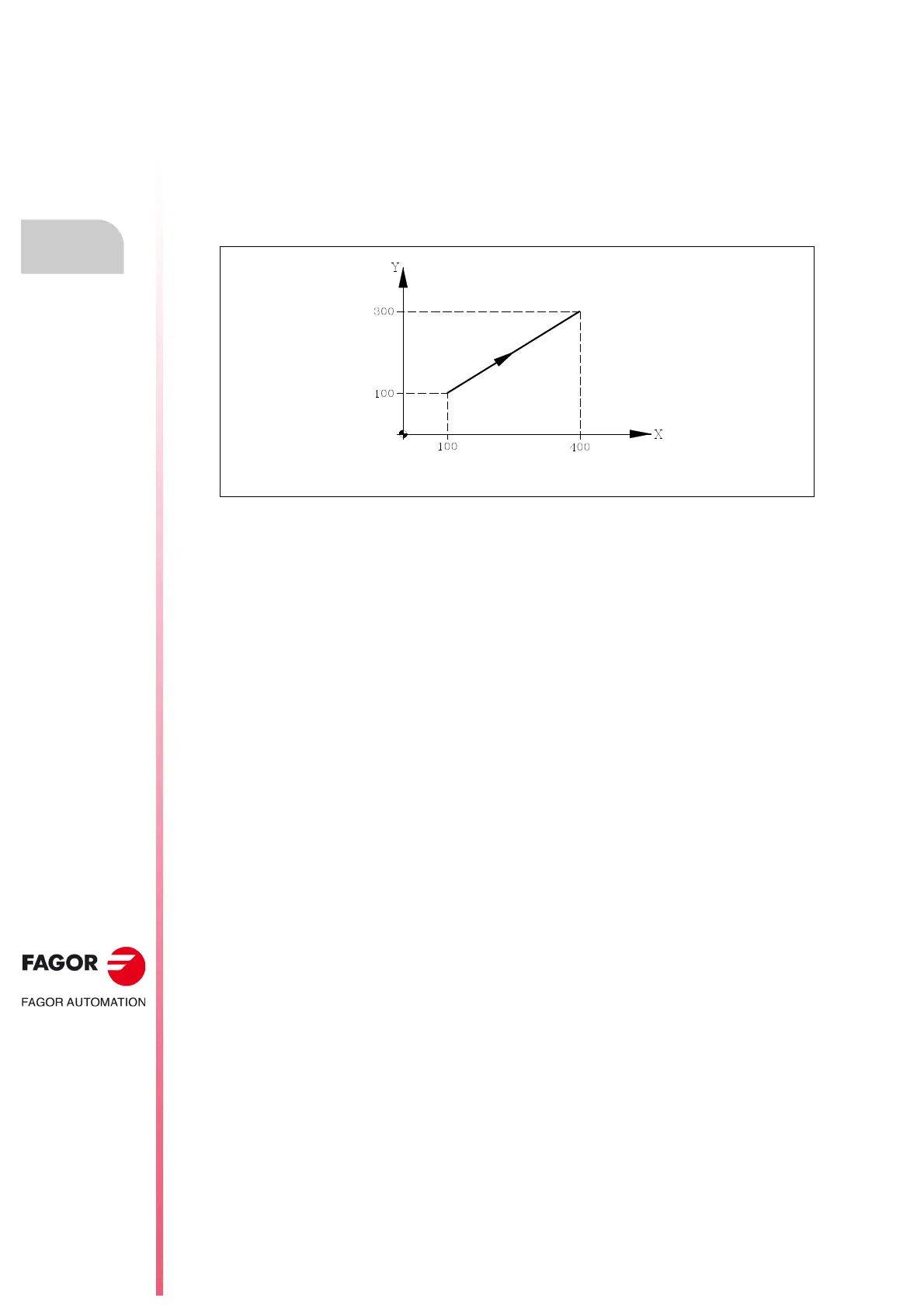
Linear interpolation (G01)
6.2 Linear interpolation (G01)
The movements programmed after G01 are executed according to a straight line and at the
programmed feedrate "F".
When two or three axes move simultaneously the resulting path is a straight line between the starting
point and the final point.
The machine moves according to this path to the programmed feedrate "F". The CNC calculates
the feedrates of each axis so that the resulting path is the "F" value programmed.
The programmed feedrate "F" may vary between 0% and 120% via the switch located on the Control
Panel of the CNC, or by selecting between 0% and 255% from the PLC, or via the DNC or the
program.
The CNC, however, is equipped with the general machine parameter "MAXFOVR" to limit maximum
feedrate variation.
With this CNC, it is possible to program a positioning-only axis in a linear interpolation block. The
CNC will calculate the feedrate for this positioning-only axis so it reaches the target coordinate at
the same time as the interpolating axes.
Function G01 is modal and incompatible with G00, G02, G03, G33 and G34. Function G01 can be
programmed as G1.
On power-up, after executing M02, M30 or after EMERGENCY or RESET, the CNC assumes code
G00 or G01, depending on how general machine parameter "IMOVE" has been set.