Programming manual
CNC 8055
CNC 8055i
AXES AND COORDINATE SYSTEMS
3.
·M· & ·EN· MODELS
SOFT: V02.2X
·45·
Absolute/incremental programming (G90, G91)
3.4 Absolute/incremental programming (G90, G91)
The CNC allows the programming of the coordinates of one point either with absolute G90 or
incremental G91 values.
When working with absolute coordinates (G90), the point coordinates refer to a point of origin of
established coordinates, often the part zero (datum).
When working in incremental coordinates (G91), the numerical value programmed corresponds to
the movement information for the distance to be traveled from the point where the tool is situated
at that time. The sign in front shows the direction of movement.
The G90/G91 functions are modal and incompatible with each other.
On power-up, after executing M02, M30 or after an EMERGENCY or RESET, the CNC will assume
G90 or G91 according to the definition by the general machine parameter "ISYSTEM".
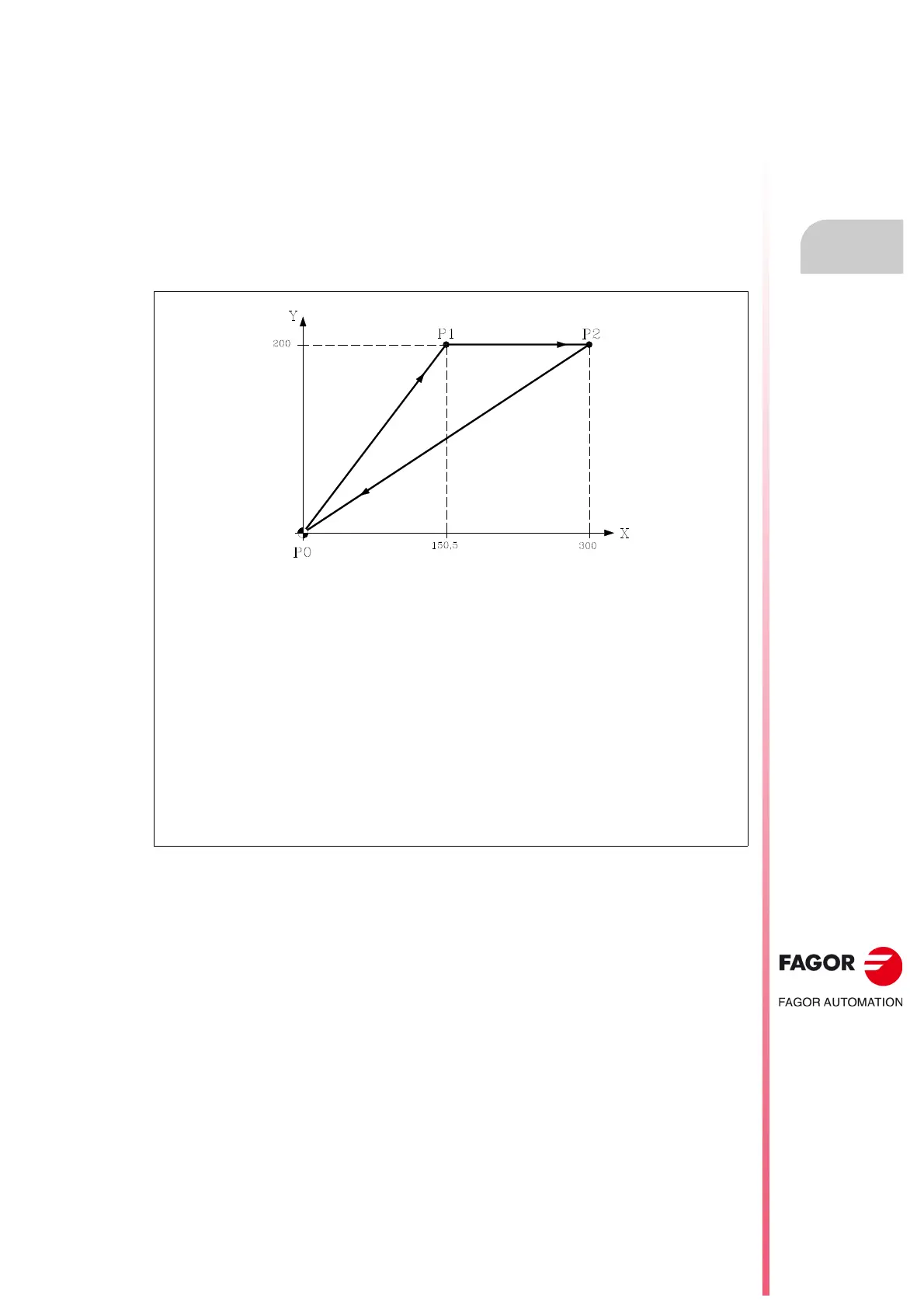
Absolute coordinates:
G90X0Y0; Point P0
X150.5 Y200 ; Point P1
X300 ; Point P2
X0 Y0 ; Point P0
Incremental coordinates:
G90X0Y0; Point P0
G91 X150.5 Y200 ; Point P1
X149.5 ; Point P2
X-300 Y-200 ; Point P0