·232·
Programming manual
CNC 8055
CNC 8055i
11.
IRREGULAR POCKET CANNED CYCLE
·M· & ·EN· MODELS
SOFT: V02.2X
2D pockets
11.1.3 Finishing operation
This operation is optional.
It will be programmed in a block that will need to bear a label number in order to indicate to the canned
cycle the block where the finishing operation is defined.
The function for the finishing operation is G68 and its programming format:
G68 B L Q I R K V F S T D M
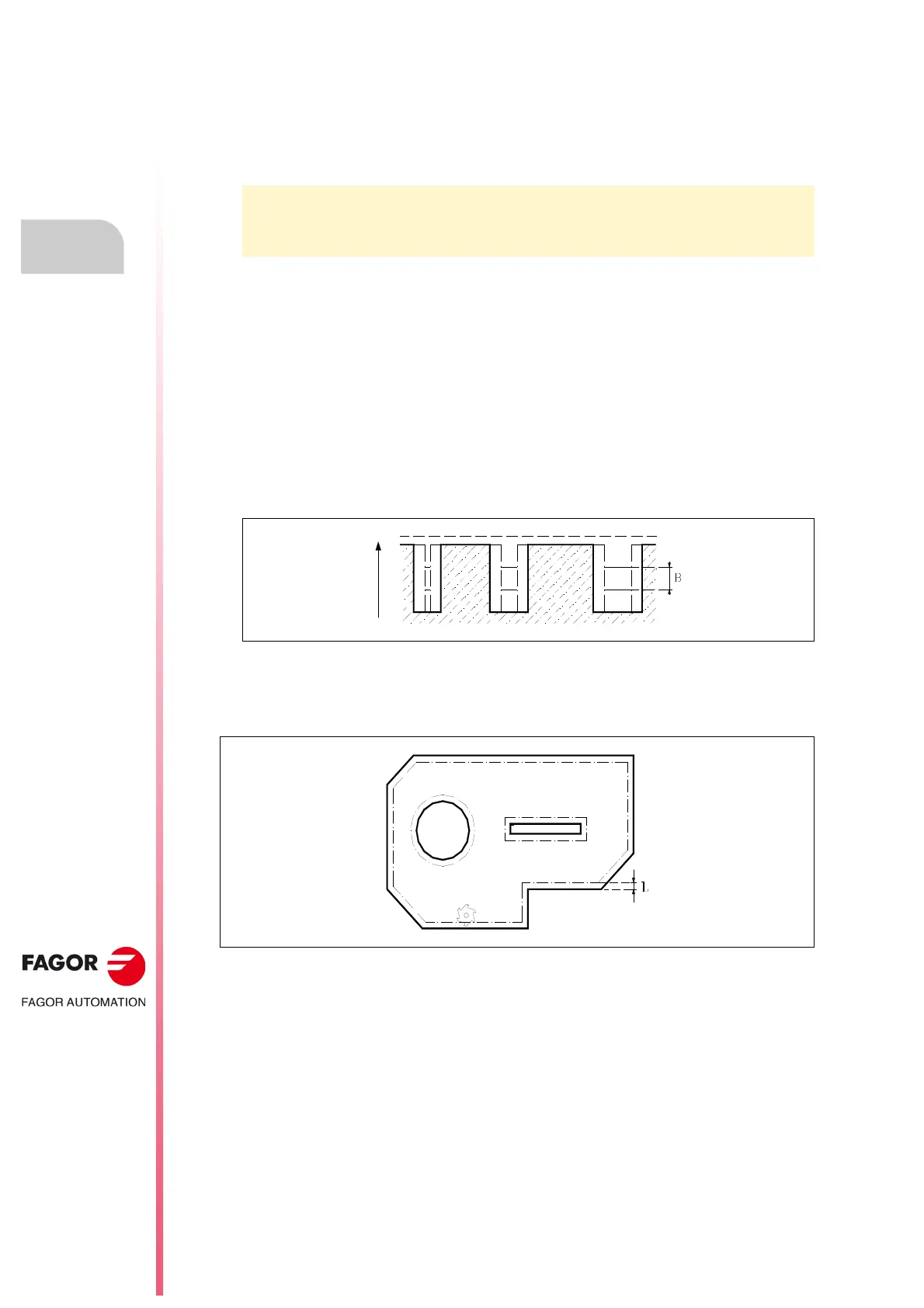
[ B±5.5 ] Pass depth
Defines the machining pass along the longitudinal axis (depth of the finishing pass).
• If it is programmed with a value of 0, the CNC will perform a single finishing pass with the total
depth of the pocket.
• If programmed with a positive sign, all the roughing will be performed with the same machining
pass, and the canned cycle calculates a pass equal to or lower than the programmed pass.
• If programmed with a negative sign, all the roughing will be performed with the programmed
pass, and the canned cycle will adjust the last pass to obtain the total programmed depth.
[ L±5.5 ] Lateral finishing stock
Defines the value of the finishing stock left on the side walls of the pocket before the finishing
operation.
• If programmed with a positive value, the finishing pass will be carried out in square corner (G07).
• If a negative value is programmed, the finishing pass will be carried out in G5 (round corner).
• If not programmed or programmed with a 0 value, the cycle does not run the finishing pass.
[ Q 0/1/2 ] Direction of the finishing pass
Indicates the direction of the finishing pass on the outside profile. The finishing pass on the islands
is always run in the opposite direction.
Q = 0 The finishing pass is carried out in the same direction as the outside profile was
programmed.
Q = 1 The finishing pass is carried out in the opposite direction to the one programmed.
Q = 2 Reserved.
Any other value will generate the corresponding error message. If parameter "Q" is not programmed,
the cycle assumes Q0.
; Definition of irregular pocket canned cycle.
G66 D100 R200 F300 S400 E500
; Defines the finishing operation.
N300 G68...
 Loading...
Loading...





