Programming manual
CNC 8055
CNC 8055i
PATH CONTROL
6.
·M· & ·EN· MODELS
SOFT: V02.2X
·95·
Helical interpolation
6.7 Helical interpolation
A helical interpolation consists in a circular interpolation in the work plane while moving the rest of
the programmed axes.
The helical interpolation is programmed in a block where the circular interpolation must be
programmed by means of functions: G02, G03, G08 or G09.
G02 X Y I J Z
G02 X Y R Z A
G03 Q I J A B
G08 X Y Z
G09 X Y I J Z
If the helical interpolation is supposed to make more than one turn, the linear movement of another
axis must also be programmed (one axis only).
On the other hand, the pitch along the linear axis must also be set (format 5.5) by means of the I,
J and K letters. Each one of these letters is associated with the axes as follows:
G02 X Y I J Z K
G02 X Y R Z K
G03 Q I J A I
G08 X Y B J
G09 X Y I J Z K
It is now possible to program helical interpolations while Look Ahead is active (G51). Thanks to this,
CAN/CAM programs that contain this type of paths may be executed while look-ahead is active.
Axes X, U, A ==> I
Axes Y, V, B ==> J
Axes Z, W, C ==> K
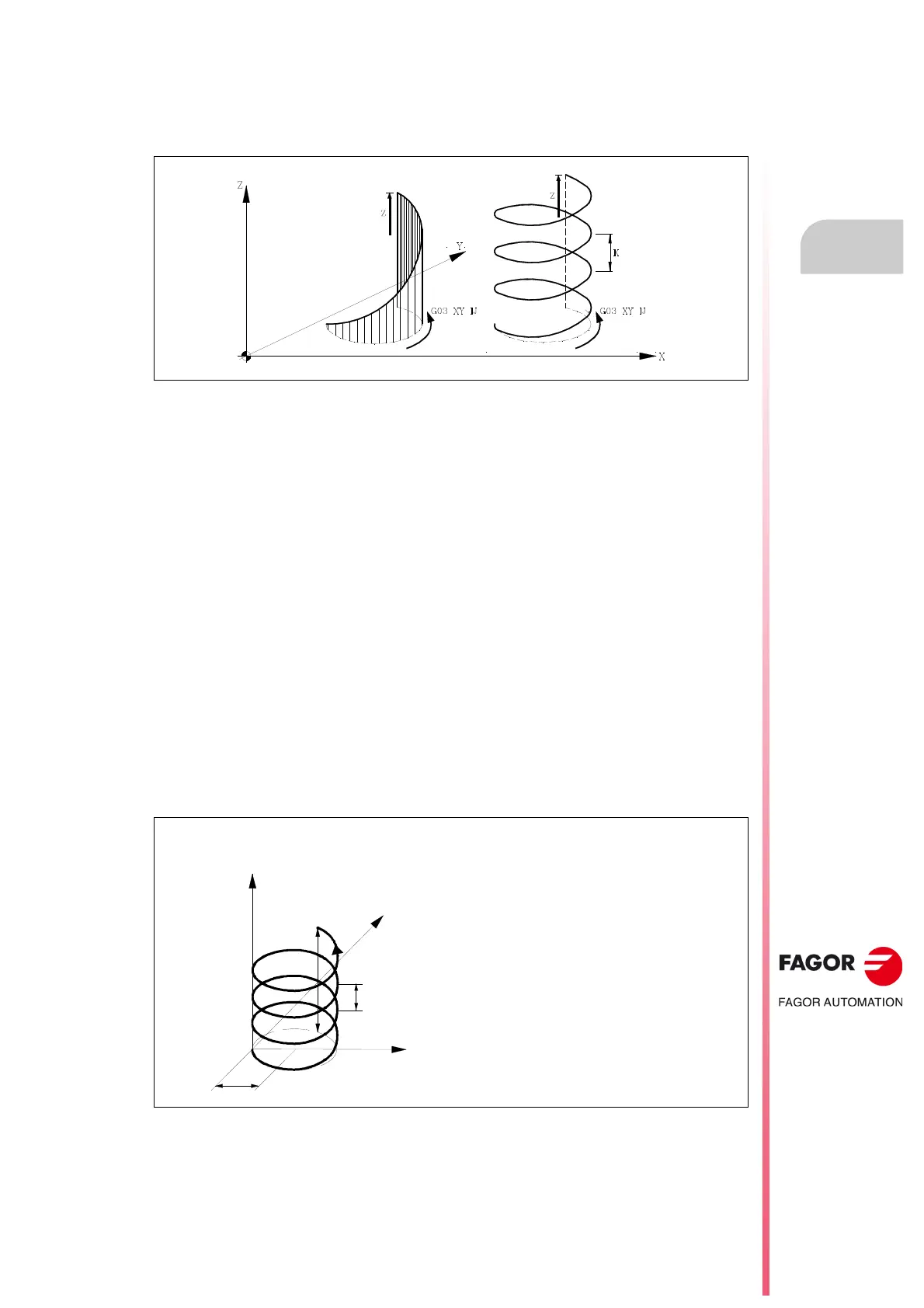
Programming a helical interpolation
where the starting point is X0 Y0 Z0.
As the example shows, it is not necessary
to program the last point (X, Y):
G03 I15 J0 Z18 K5
Example: