The resultant DMC program is shown below. The position points are dictated by the application requirements and
the velocities and times were chosen to create smooth yet quick motion. For example, in the second segment the B
axis is slowed to 0 at the end of the move in anticipation of reversing direction during the next segment.
INSTRUCTION INTERPRETATION
#PVT Label
PVA = 500,2000,500 1
st
point in Figure 6.16 - A axis
PVB = 500,5000,500 1
st
point in Figure 6.16 - B axis
PVA = 1000,4000,1200 2
nd
point in Figure 6.16 - A axis
PVB = 4500,0,1200 2
nd
point in Figure 6.16 - B axis
PVA = 1000,4000,750 3
rd
point in Figure 6.16 - A axis
PVB = -1000,1000,750 3
rd
point in Figure 6.16 - B axis
BTAB Begin PVT mode for A and B axes
PVA = 800,10000,250 4
th
point in Figure 6.16 - A axis
PVB = 200,1000,250 4
th
point in Figure 6.16 - B axis
PVA = 4000,0,1000 5
th
point in Figure 6.16 - A axis
PVB = -900,0,1000 5
th
point in Figure 6.16 - B axis
PVA = 0,0,0 Termination of PVT buffer for A axis
PVB = 0,0,0 Termination of PVT buffer for B axis
EN
NOTE: The BT command is issued prior to filling the PVT buffers and additional PV commands are added
during motion for demonstration purposes only. The BT command could have been issued at the end
of all the PVT points in this example.
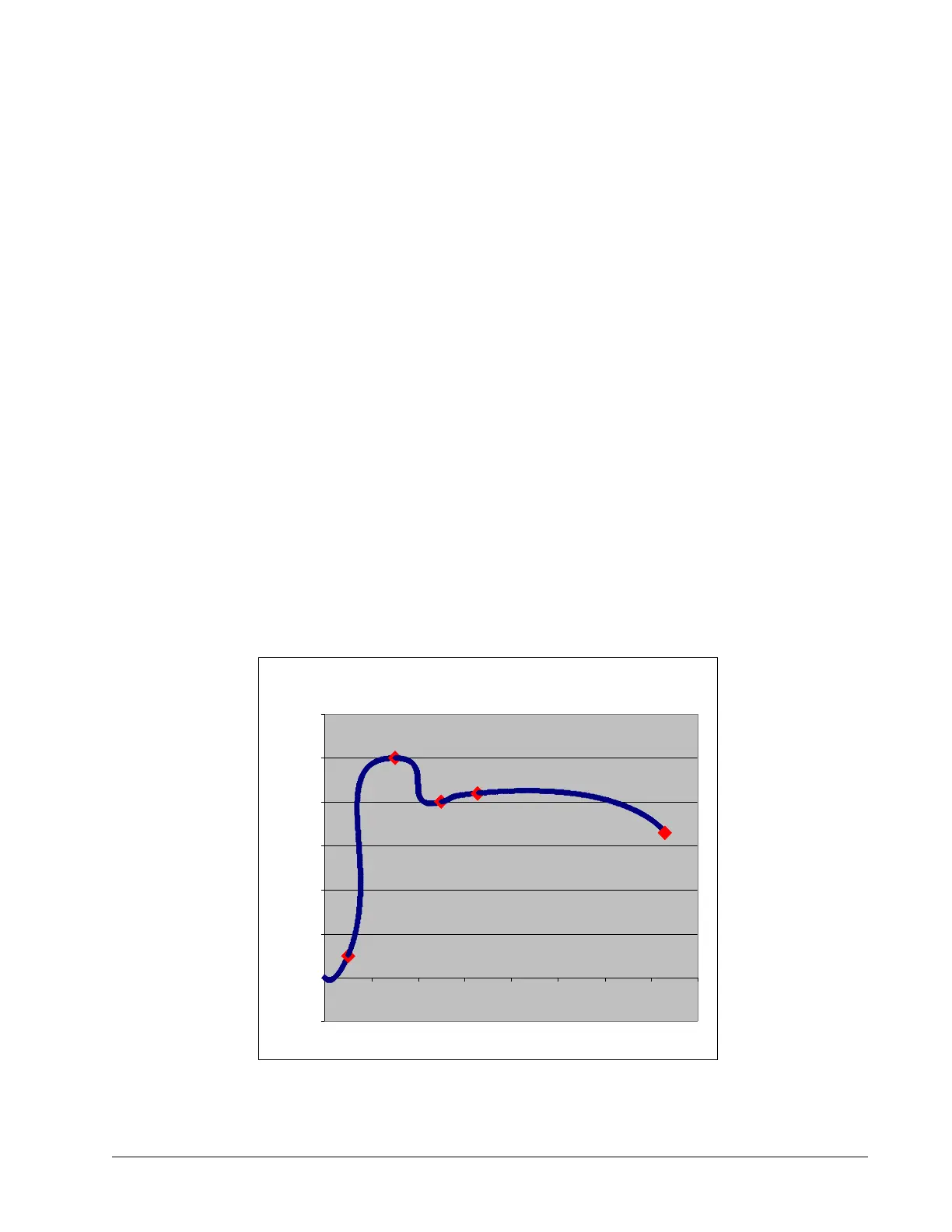
The resultant X vs. Y position graph is shown in Figure 6.17, with the specified PVT points enlarged.
Chapter 6 Programming Motion • 109 DMC-40x0 User Manual
Figure 6.17: X vs Y Commanded Positions for Multi-Axis Coordinated
Move
X vs Y Commanded Positions
-1000
0
1000
2000
3000
4000
5000
6000
0 1000 2000 3000 4000 5000 6000 7000 8000
 Loading...
Loading...