15 Workpiece Recognition and Teaching (
“
C1
”
program)
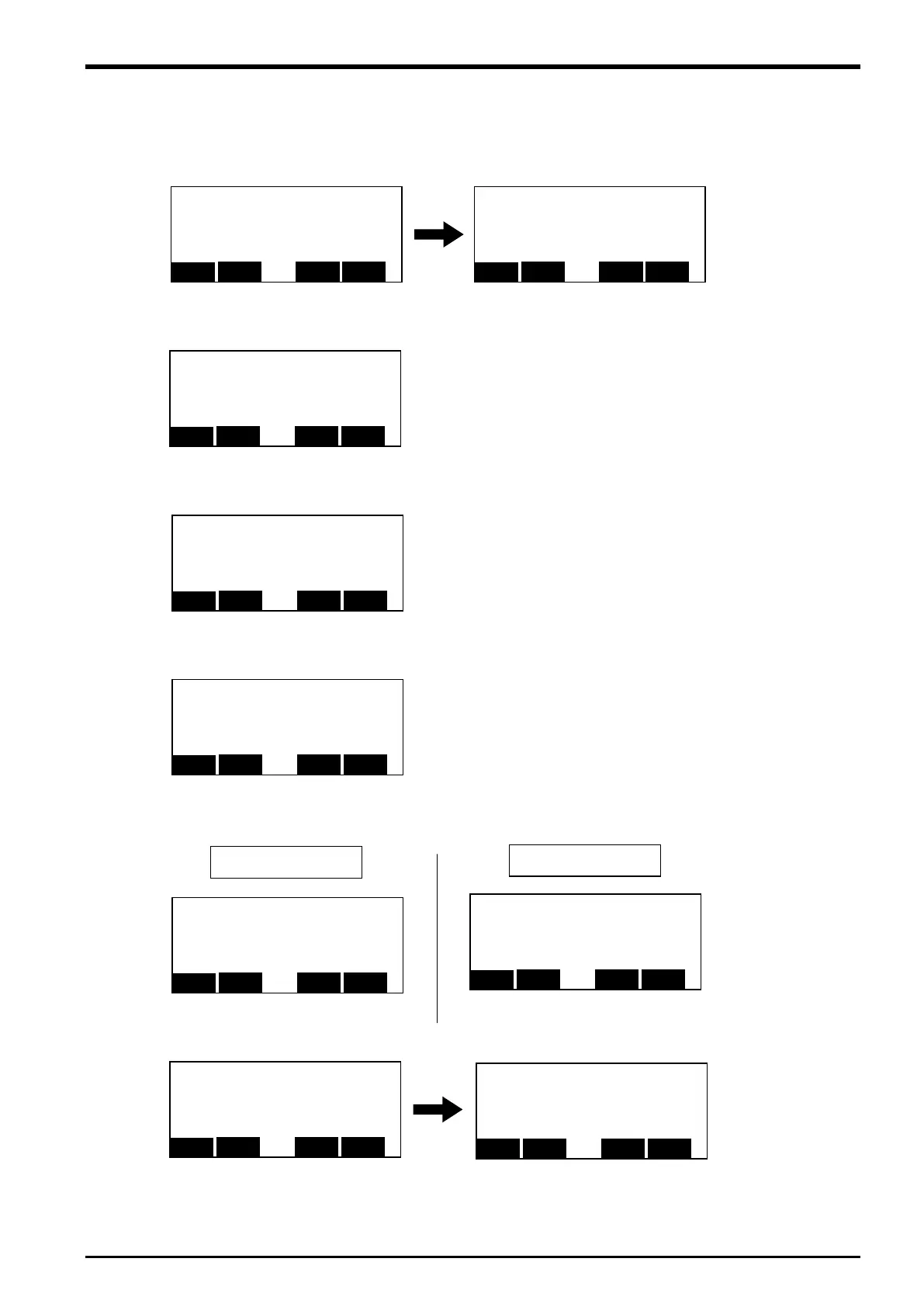
(2) Tasks
1) Enter the model number, encoder number and number of the sensor that monitors the workpieces in the
X, Y and Z coordinates of the position variable “PRM1” in the program.
(a) Press the function key ([F2]) corresponding to "the change", and display the position edit screen.
(b) The [F3] (Prev) key or the [F4] (Next) key is pressed, change the target variable, and display
"PRM1" on the position name.
(c) X coordinates are selected by the arrow key, press the [CLEAR] key for a long time, and delete the
details. Input the model number into X coordinates.
(d) Y coordinates are selected by the arrow key, press the [CLEAR] key for a long time, and delete
the details. Input the encoder number into Y coordinates.
(e) Z coordinates are selected by the arrow key, press the [CLEAR] key for a long time, and delete
the details. Input the number of the sensor that monitors the workpieces into Z coordinates.
(f) Press the function key ([F2]) corresponding to "the change", and display the command edit screen.
FL1:00000007 FL2:00000000
FL1:00000007 FL2:00000000
FL1:00000007 FL2:00000000
FL1:00000007 FL2:00000000
2 '# tracking robot‐conveyor calibra
4 '# Create/version : 2006.04.21 A1
1 '## Ver.A1 ########################
FL1:00000007 FL2:00000000
FL1:00000007 FL2:00000000
2 '# tracking robot‐conveyor calibra
4 '# Create/version : 2006.04.21 A1
1 '## Ver.A1 ########################
FL1:00000007 FL2:00000000
Example) Input signal number is 8
Example)Traking enable signal number is 810.
Program for Conveyer Tracking 15-65

 Loading...
Loading...



