45MS 362, MS 362 C
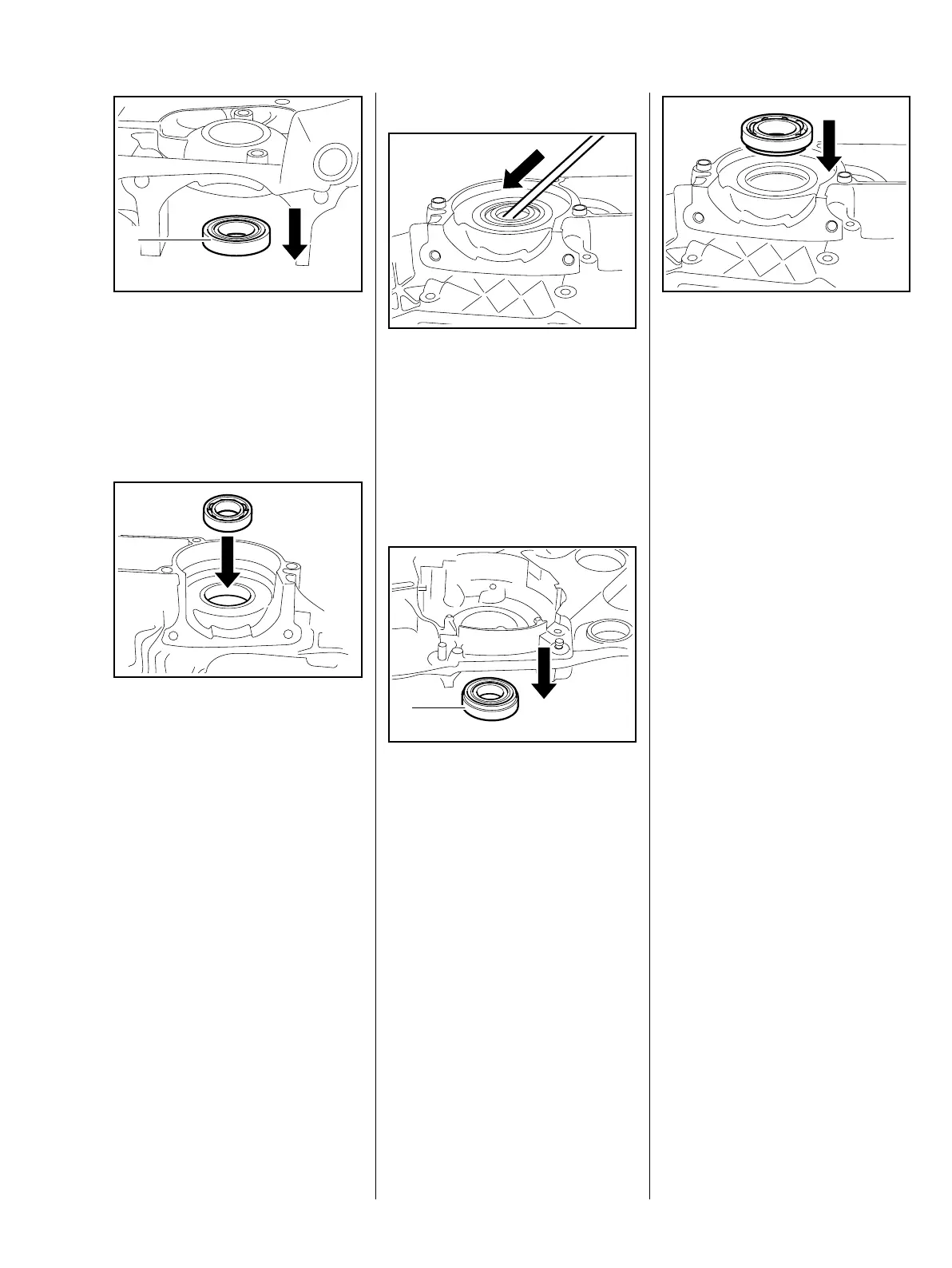
– Heat area of bearing seat to
approx. 150°C (300°F).
The bearing (1) drops out as soon
as this temperature is reached.
Installing
– Heat area of bearing seat to
approx. 150°C (300°F).
– Position the ball bearing so that
its open side (balls visible) faces
the inside of the crankcase.
: Push the ball bearing home as far
as stop.
This operation must be carried out
quickly because the bearing
absorbs heat and begins to expand.
– Check that the bearing is properly
seated. If necessary, use
press arbor 1127 893 2400 to
press the bearing fully home.
0001RA133 TG
1
0001RA134 TG
Clutch side of crankcase
: Use a suitable punch to carefully
drive out the oil seal.
– Check and clean the crankcase
or replace if necessary.
– If this half of the crankcase is in
order, install a new ball bearing.
– Heat area of bearing seat to
approx. 150°C (300°F).
The bearing (1) drops out as soon
as this temperature is reached.
Installing
As the bearing seat in the clutch half
of the crankcase has no locating
face, the oil pump must be installed
first
– the oil pump serves as a locating
face.
– Install the oil pump, b 11.3
0001RA135 TG0001RA137 TG
1
– Heat area of bearing seat to
approx. 150°C (300°F).
– Position the ball bearing so that
the centering ring points toward
the oil pump.
: Push the ball bearing home as far
as stop (oil pump).
This operation must be carried out
quickly because the bearing
absorbs heat and begins to expand.
– Check that the bearing is properly
seated. If necessary, use
press arbor 1127 893 7200 to
press home the bearing until it
butts against the snap ring.
– Remove the oil pump, b 11.3
– Install the crankshaft, b 6.6
– Install the oil seals,
b 6.3
– Reassemble all other parts in the
reverse sequence.
– Tightening torques, b 2.5
0001RA138 TG

 Loading...
Loading...









