3-33
3
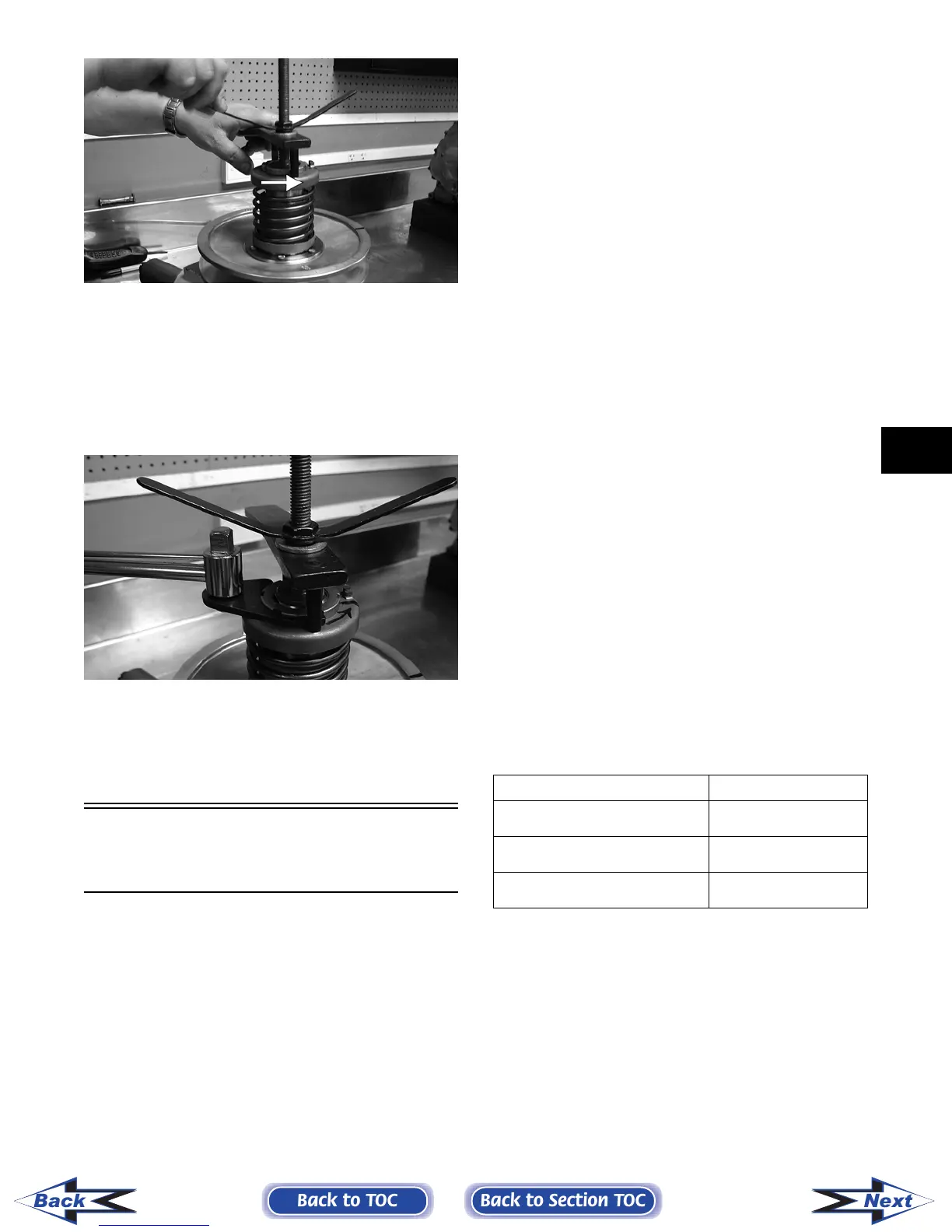
CD052A
9. Continue compressing the spring while guiding
the spring holder onto the hub. When a slight
resistance is felt, stop turning the wing nut.
10. Install the nut (threads coated with red Loctite
#271); then tighten the nut to specification using
the spanner and a torque wrench.
CD066
11. Remove the wing nut, washer, and holding han-
dle; then remove the driven pulley from the pul-
ley compressor.
Servicing Center
Crankcase Components
NOTE: Whenever a part is worn excessively,
cracked, damaged in any way, or out of tolerance,
replacement is necessary.
SECONDARY GEARS
NOTE: When checking and correcting secondary
gear backlash and tooth contact, the universal
joint must be secured to the front shaft or false
measurements will occur.
Checking Backlash
NOTE: The rear shaft and bevel gear must be
removed for this procedure. Also, always start with
the original shims on the rear shaft.
1. Place the left-side crankcase cover onto the
left-side crankcase half to prevent runout of the
secondary transmission output shaft.
2. Install the secondary driven output shaft assem-
bly onto the crankcase.
3. Mount the dial indicator so the tip is contacting
a tooth on the secondary driven bevel gear.
4. While rocking the driven bevel gear back and
forth, note the maximum backlash reading on
the gauge.
5. Acceptable backlash range is 0.05-0.33 mm
(0.002-0.013 in.).
Correcting Backlash
NOTE: If backlash measurement is within the
acceptable range, no correction is necessary.
1. If backlash measurement is less than specified,
remove an existing shim, measure it, and install
a new thinner shim.
2. If backlash measurement is more than specified,
remove an existing shim, measure it, and install
a thicker shim.
NOTE: Continue to remove, measure, and install
until backlash measurement is within tolerance.
Note the following chart.
Checking Tooth Contact
NOTE: After correcting backlash of the second-
ary driven bevel gear, it is necessary to check
tooth contact.
1. Remove the secondary driven output shaft
assembly from the left-side crankcase half.
2. Clean the secondary driven bevel gear teeth of
old oil and grease residue.
3. Apply a thin, even coat of a machinist-layout
dye to several teeth of the gear.
Backlash Measurement Shim Correction
Under 0.05 mm (0.002 in.) Decrease Shim
Thickness
At 0.05-0.33 mm
(0.002-0.013 in.)
No Correction Required
Over 0.33 mm (0.013 in.) Increase Shim
Thickness
Back to TOC
Back to Section TOC
Next
Back
FOR ARCTIC CAT ATV DISCOUNT PARTS CALL 606-678-9623 OR 606-561-4983
www.mymowerparts.com