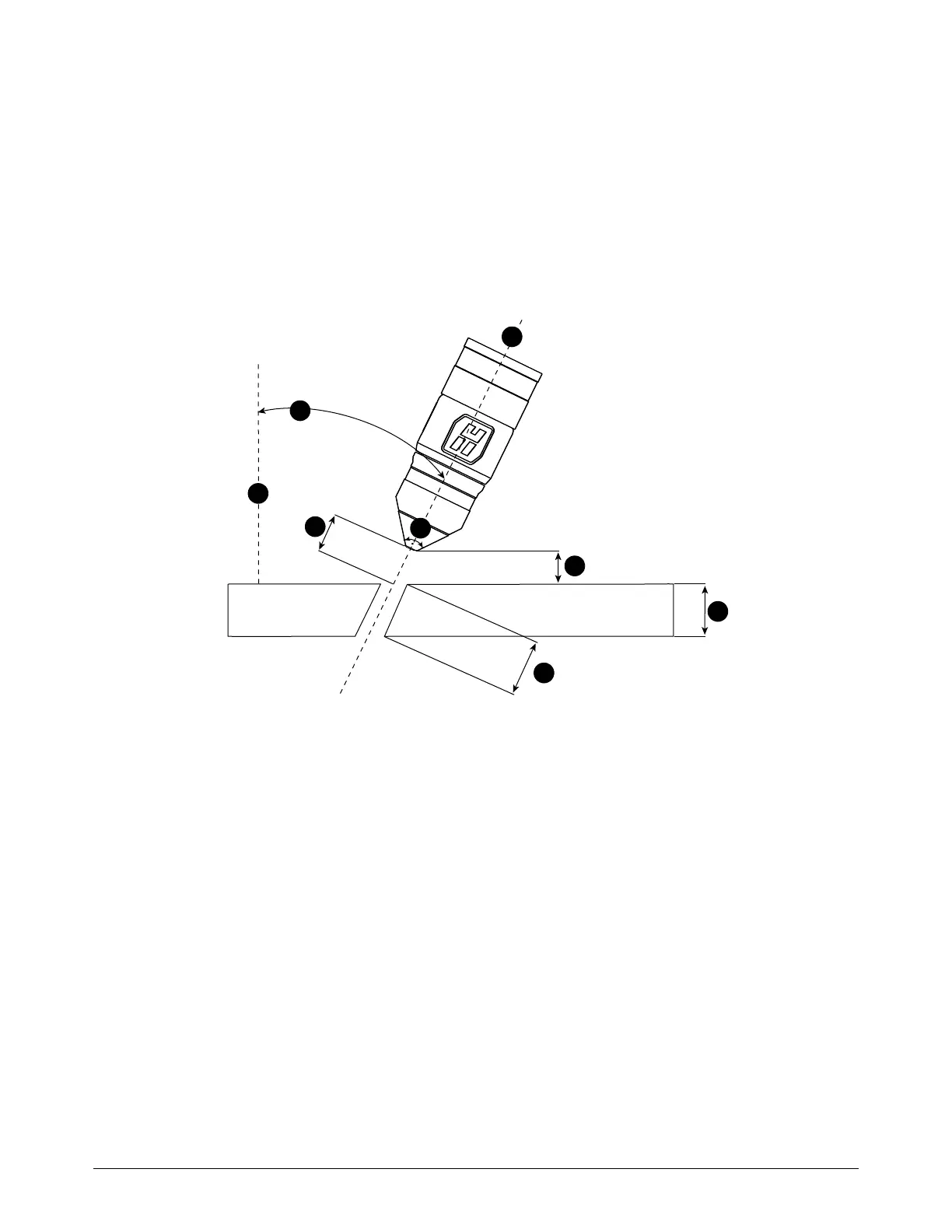
you can raise the torch to increase the clearance.
1 Perpendicular line: The imaginary line that is
perpendicular (at a 90° angle) to the workpiece.
2Bevel angle: The angle between the center line of
the torch and an imaginary line that is
perpendicular to the workpiece.
3 Cut height: The linear distance from the center of
the torch to the workpiece surface along the torch
center-line. For optimal results, select a cut height
that is based on an “effective thickness” value in
the cut charts.
If a specific cut height is inconsistent with a
clearance requirement, select a slightly higher cut
height to prevent torch collisions.
4 Cone angle: All XPR torches have a 76° cone
angle that makes it possible to tilt or position the
torch up to 52°. If you need an angle greater than
52°, you can raise the torch to increase the
clearance.
5 Torch center line: The imaginary line along the
central axis of the torch.
6 Clearance: The vertical distance from the lowest
point of the torch to the surface of the workpiece.
Make sure that the distance is at least
2 mm – 3 mm (0.080 in. – 0.120 in.) to minimize
torch contact with any slag on top of the plate.
7 Nominal thickness: The vertical thickness of a
workpiece. This is the thickness of the metal that
the plasma arc cuts, marks, or pierces.
8 Effective thickness: The distance that the plasma
arc travels through the metal while cutting. This
value is equal to the nominal thickness, divided by
the cosine of the bevel angle.