Operation
228 809480 Instruction Manual XPR300
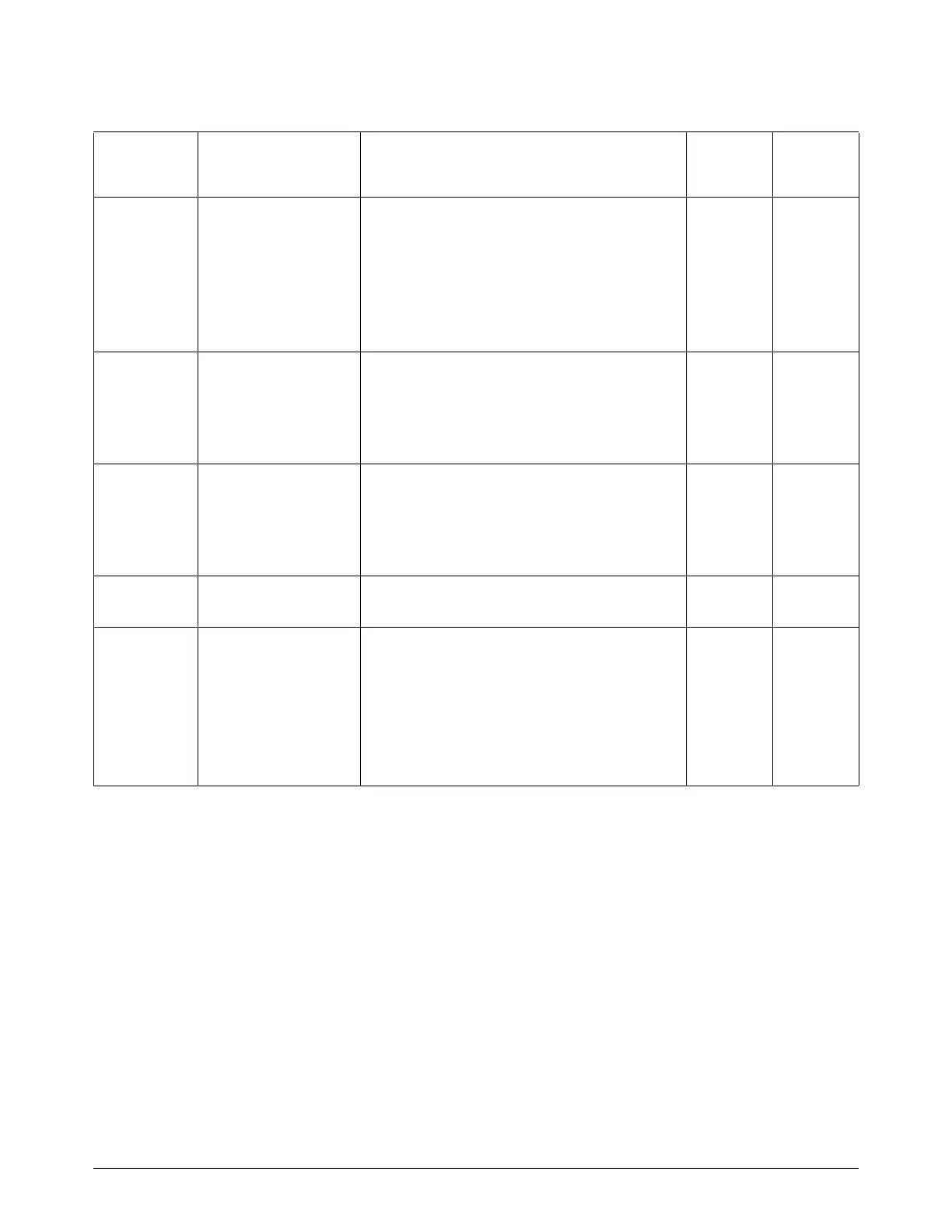
Table 30 – Process category options and expected quality-speed results for ferrous (mild steel) processes
In general, Hypertherm recommends lower amperage processes for the
best cut-edge quality, and higher amperage processes for the best
dross-free cutting. When speed is more important than quality, you can
use a higher-amperage process. For guidance about process selection,
refer to Table 29 – Process recommendations for cut quality, based on
metal thickness and type on page 220 and the XPR Cut Charts
Instruction Manual (809830).
Process
category
number
Process category
condition
Category description Quality Speed
Category 1 Process Core
Thickness (PCT)
• Best overall balance of productivity and cut
quality.
• The process is optimized for this thickness.
• Expect cut speeds that range from
2,030 mm/min – 3,810 mm/min
(80 in/min – 150 in/min).
• Dross free, in most cases.
Very good Very good
Category 2 Thicker than PCT • Good choice when edge quality is more
important than speed.
• Expect cut speeds that are slower than
2,030 mm/min (80 in/min).
• Expect some low-speed dross.
Very
good –
excellent
Lower
Category 3 Thinner than PCT • Good choice when speed is more important
than edge quality.
• Expect cut speeds that are faster than
3,810 mm/min (150 in/min).
• Dross-free results in most cases.
Lower Higher
Category 4 Edge Start Only • Edge start is required.
• Thick, low-speed dross is likely.
Good Low
Category 5 Severance • This is the maximum thickness for these
processes.
• Edge start is required.
• Expect cut speeds that are slower than
250 mm/min (10 in/min).
• Cut-edge quality can be rough.
• Expect significant dross.
Very low Very low