Connect for Communication
148 809480 Instruction Manual XPR300
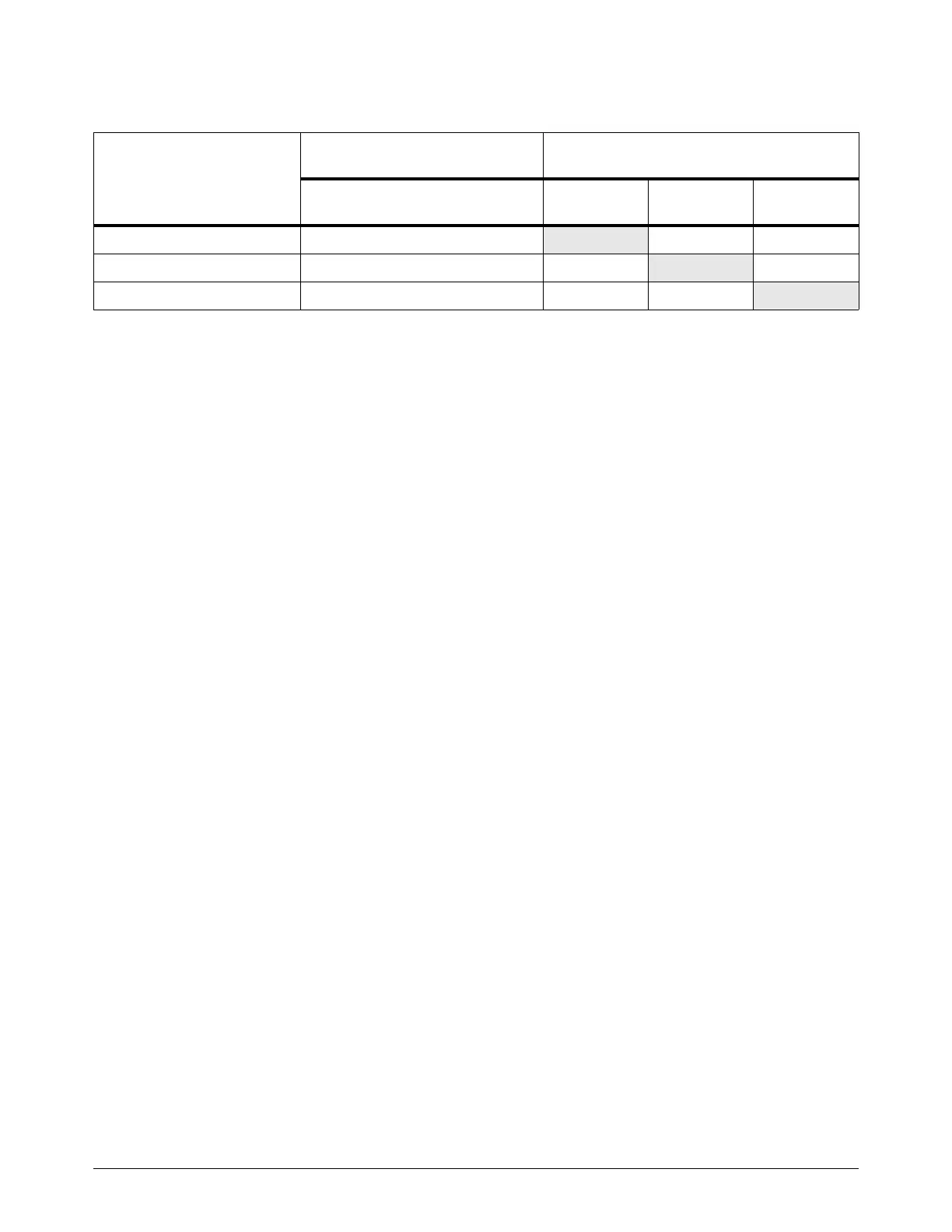
Table 23 – Communication requirements and options
* The device that first sets a process controls the plasma power supply. For information on how to change
the device that has control of the plasma power supply, refer to How to change the device that has control on
page 192.
** Discrete inputs are ignored when a process ID is set over EtherCAT to a cutting system that uses the
factory-default configuration. Contact your cutting machine supplier or Hypertherm Technical Service team
with questions.
Example: If you use EtherCAT to set the process, the preferred method to monitor is EtherCAT.
However, you can use RS-422 or the XPR web interface to monitor.
Set process with...*
To fully operate the cutting
system... Monitor with...
Discrete EtherCAT
XPR web
interface
RS-422
EtherCAT Can be required**
Preferred Alternative Alternative
XPR web interface Required Alternative
Preferred Alternative
RS-422 Required Alternative Alternative
Preferred