EN
6 - USE AND OPERATION BOSS 332/545/552 HD
6 - Pag. 10 / 24
Please find hereafter some advices to optimise the bar feeder performances.
Usually it is not necessary to perform preliminary operations on the bar ends, but to obtain
optimum results during loading, it is advisable to chamfer them.
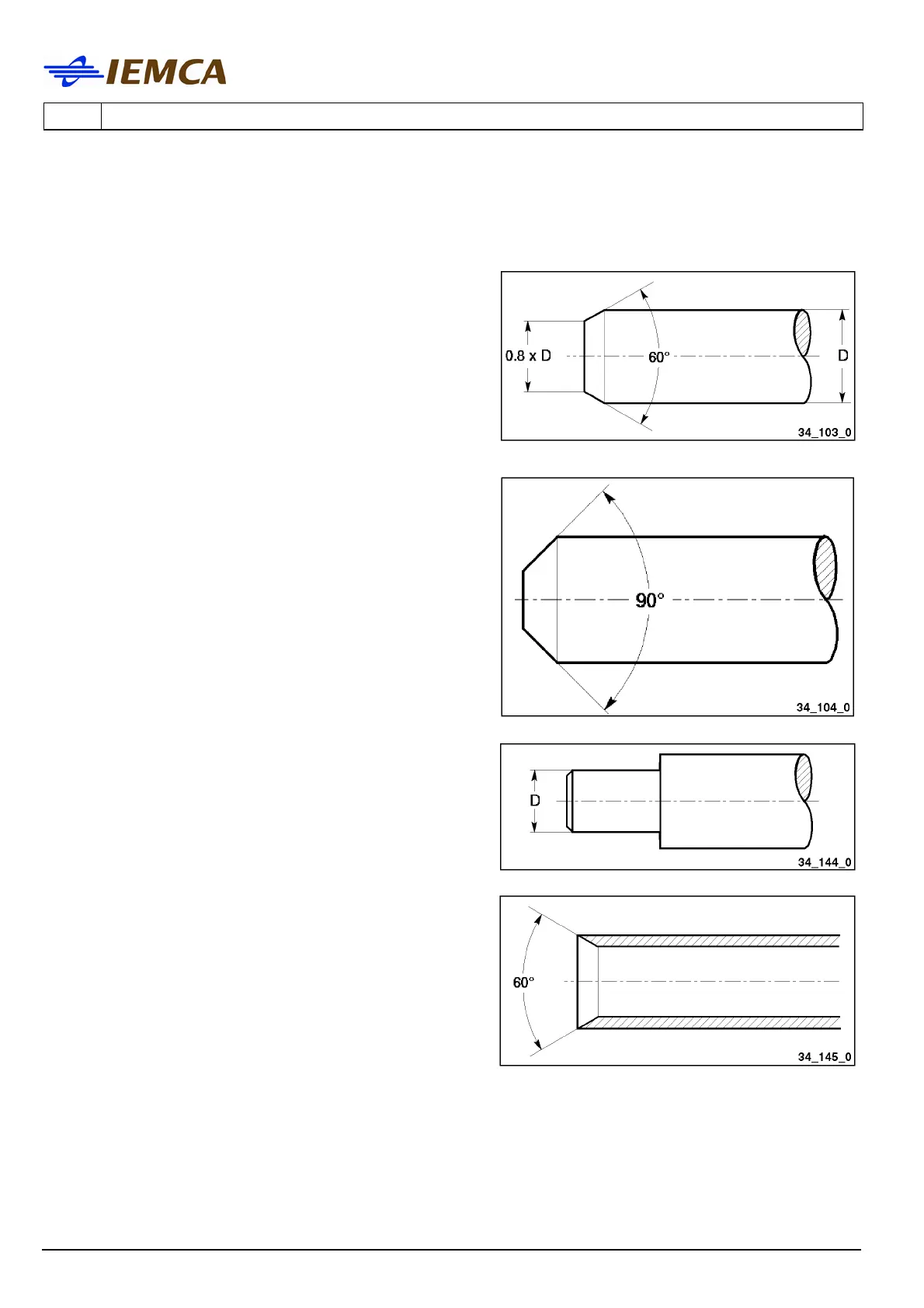
SOLID BARS
Make sure that there is not too much rag on the
front end, which might hinder from entering the
lathe collet.
Check that there is not too much rag on bar rear
end, which might hinder insertion in the bar pusher
collet. In any case, to improve operation during this
phase, we advise to chamfer the bar as shown in
the figure.
If bars with front remnant ejection have to be
machined, we advise to chamfer the bar rear end as
shown in the figure.
When machining bars having a diameter equal to or
only slightly smaller than the bar pusher diameter,
it is necessary to turn the bar rear ends; diameter
"D" should be suitable for the collet installed in the
bar pusher.
PIPES
If pipes have to be machined, their rear ends
should be chamfered as shown in the figure.