Programming
8.1 Fundamental principles of NC programming
8-123
SINUMERIK 802D sl Operation and Programming Nibbling (BP-N), 06/2006 Edition
6FC5 398-3CP10-0BA0
8.1.4 Block structure
Functionality
A block should contain all data required to execute a machining step.
Generally, a block consists of several words and is always completed with the end-of-block
character “L
F
” (LineFeed). This character is automatically generated when pressing the line
feed key or the Input key.
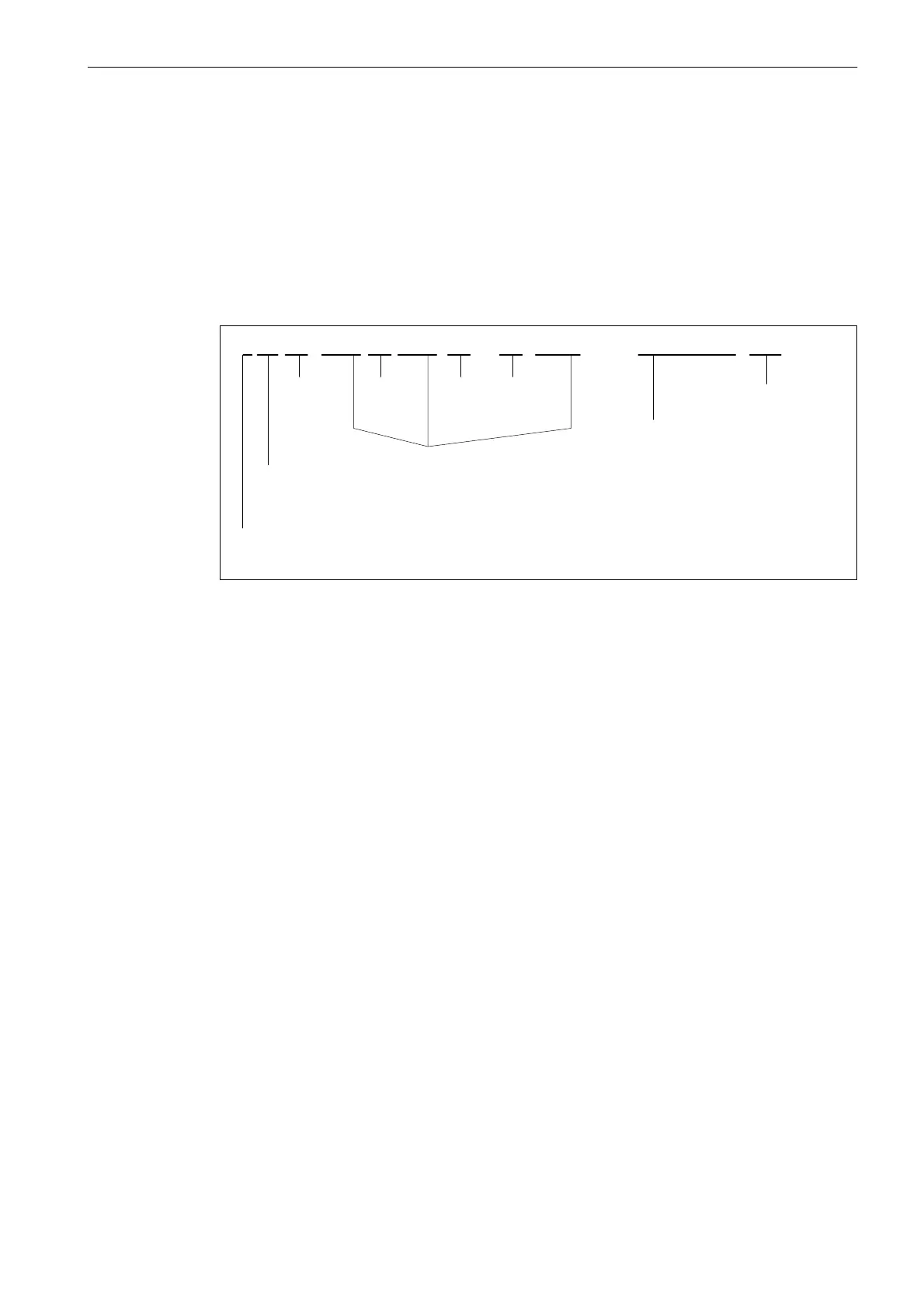
/N... Word1 Word2 ... Wordn ;Comment L
F
End-of-block
character
only when required;
is written at the end,
delimited from the
remaining part of the block
by “ ; ”
Space Space Space Space
Block instructions
Block number – stands in front of the instructions;
only if necessary; instead of “N”, a colon
“ : ”
Colon (:)
Skip block;
only if necessary; stands in the beginning
(BLANK)
Total number of characters in a block: 512 characters
Fig. 8-2 Block structure diagram
Word order
If there are several instructions in a block, the following order is recommended:
N... G... X... Z... F... S... T... D... M... H...
Note regarding block numbers
First select the block numbers in steps of 5 or 10. Thus, you can later insert blocks and nev-
ertheless observe the ascending order of block numbers.
Block skip
Blocks of a program, which are to be executed not with each program run, can be marked
by a slash / in front of the block number. The block skip operation itself is activated either via
operation (Program control: “SKP”) or via the PLC (signal). A section can be skipped by
several blocks in succession using “ / ”.
If a block must be skipped during program execution, all program blocks marked with “ / ”
are not executed. All instructions contained in the blocks concerned will not be considered.
The program is continued with the next block without marking.

 Loading...
Loading...








