Programming
8.3 Axis movements
8-162
SINUMERIK 802D sl Operation and Programming Nibbling (BP-N), 06/2006 Edition
6FC5 398-3CP10-0BA0
ÉÉÉÉÉÉÉÉÉÉÉÉÉÉ
ÉÉÉÉÉÉÉÉÉÉÉÉÉÉ
ÉÉÉÉÉÉÉÉÉÉÉÉÉÉ
ÉÉÉÉÉÉÉÉÉÉÉÉÉÉ
ÉÉÉÉÉÉÉÉÉÉÉÉÉÉ
Y
X
C
C
Punched cutout
Punching tool
Programmed tool path
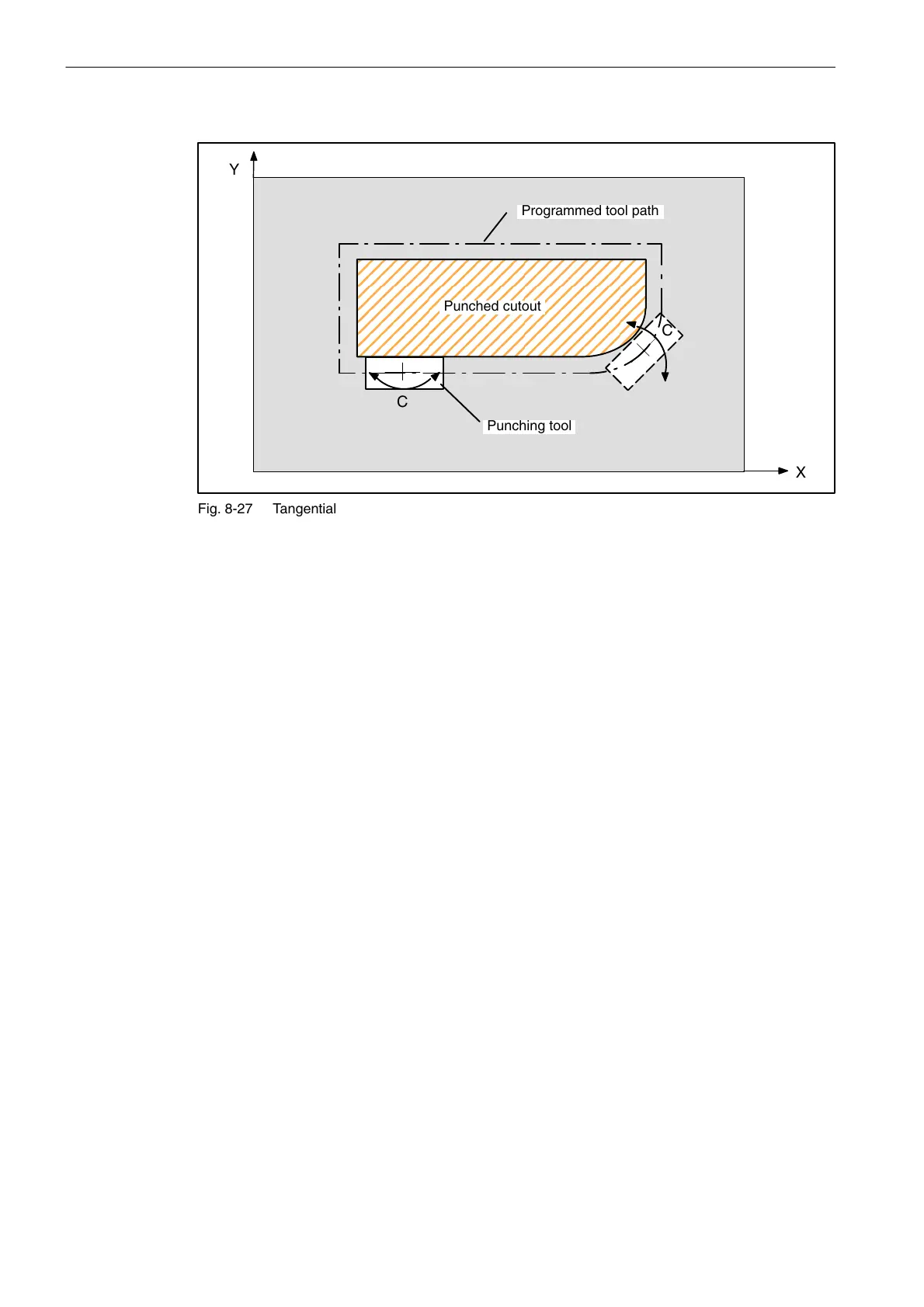
Fig. 8-27 Tangential control shown using the example of a punching tool: X, Y=leading axis, C=follo-
wing axis
Programming example
N10 TANG(C, X, Y,1) ; Define coupling with tangential control
N20 ... , approach starting point
N30 TANGON(C,0) ; Activate coupling, C axis alignment 0 degrees
N40 G1 F800 X10 Y20 ; Traverse along contour in X, Y
...
N100 TANGOF(C) ; Deactivate coupling
...
N200 M2
8.3.10 Feedrate F
Functionality
The feed F is the path velocity and represents the value of the geometric sum of the velo-
city components of all axes involved. The axis velocities are determined from the share of
the axis path in the overall path.
The feedrate F is effective for the interpolation types G1, G2, G3, CIP and CT and is re-
tained until a new F word is written.
Programming
F...
Remark:
For integer values, the decimal point is not required, e.g. F300.

 Loading...
Loading...








