Programming
8.3 Axis movements
8-152
SINUMERIK 802D sl Operation and Programming Nibbling (BP-N), 06/2006 Edition
6FC5 398-3CP10-0BA0
8.3.3 Circular interpolation: G2, G3
Functionality
The tool moves from the starting point to the end point along a circular path. The direction is
determined by the G function:
G2 ; CW
G3 ; CCW
Y
X
G2
G3
Fig. 8-16 Definition of the circular direction of rotation G2/G3
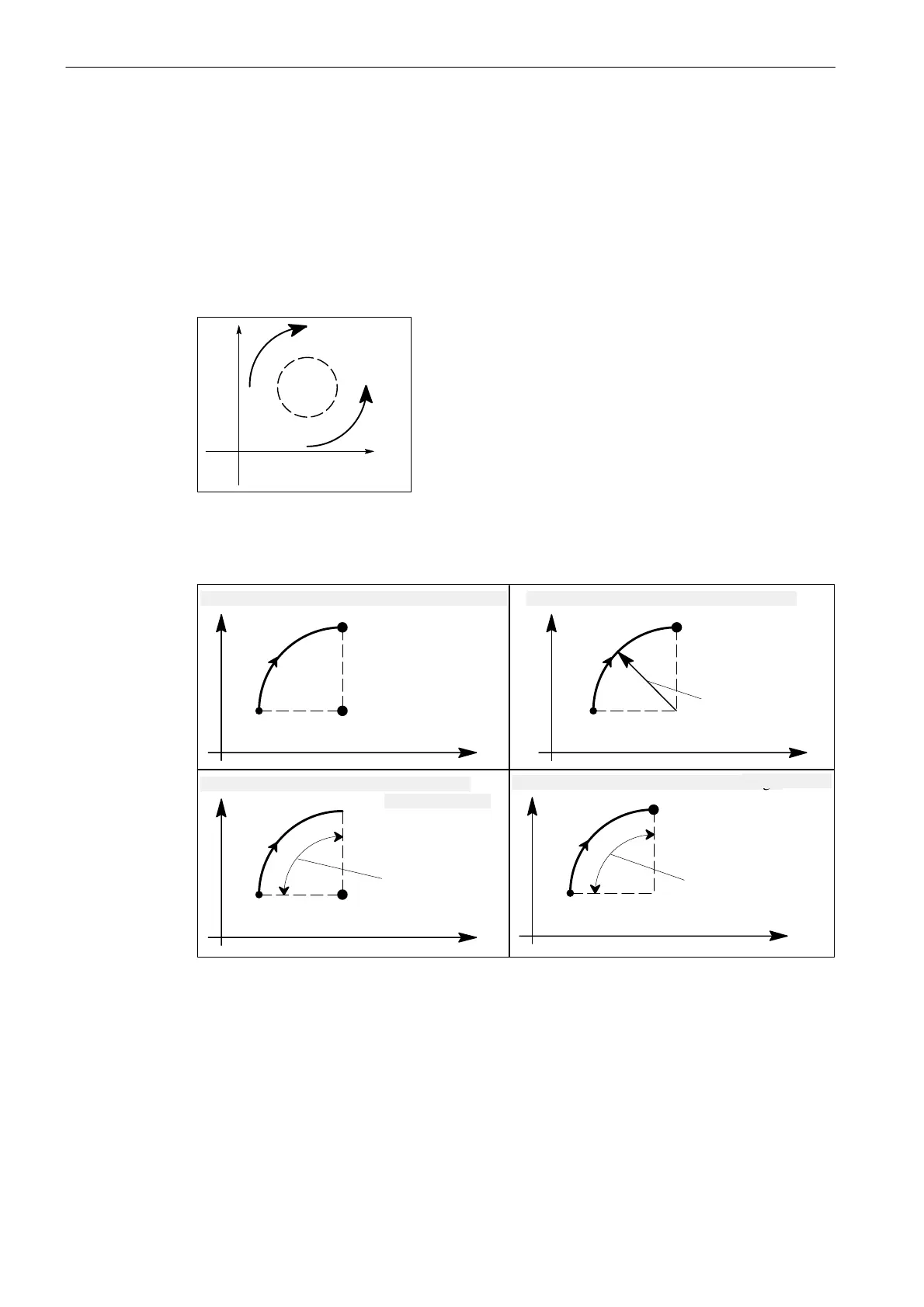
The description of the required circle can be given in various ways:
G2/G3 and center point parameter (+end point): G2/G3 and radius parameter (+end point):
G2/G3 and specification of aperture angle
End point X, Y
Starting point X, Y
Center point I, J
X
Y
End point X, Y
Starting point X, Y
X
Y
CR
e.g. G2 X... Y... I... J... e.g. G2 X...Y...CR=...
Starting point X, Y
X
Y
e.g. G2 AR=... I... J...
AR
Angle
(+center point):
Circle radius
Center point I, J
G2/G3 and specification of aperture angle
Starting point X, Y
X
Y
e.g. G2 AR=... X...Y...
AR
Angle
(+end point):
End point X, Y
Fig. 8-17 Possibilities of circle programming with G2/G3 using the example of the axes X/Y and G2
G2/G3 are effective until they are canceled by another instruction of this G group (G0, G1,
...).
For the path velocity, the programmed F word is decisive.

 Loading...
Loading...








