Programming
8.2 Positional data
8-137
SINUMERIK 802D sl Operation and Programming Nibbling (BP-N), 06/2006 Edition
6FC5 398-3CP10-0BA0
Programming
8.2 Positional data
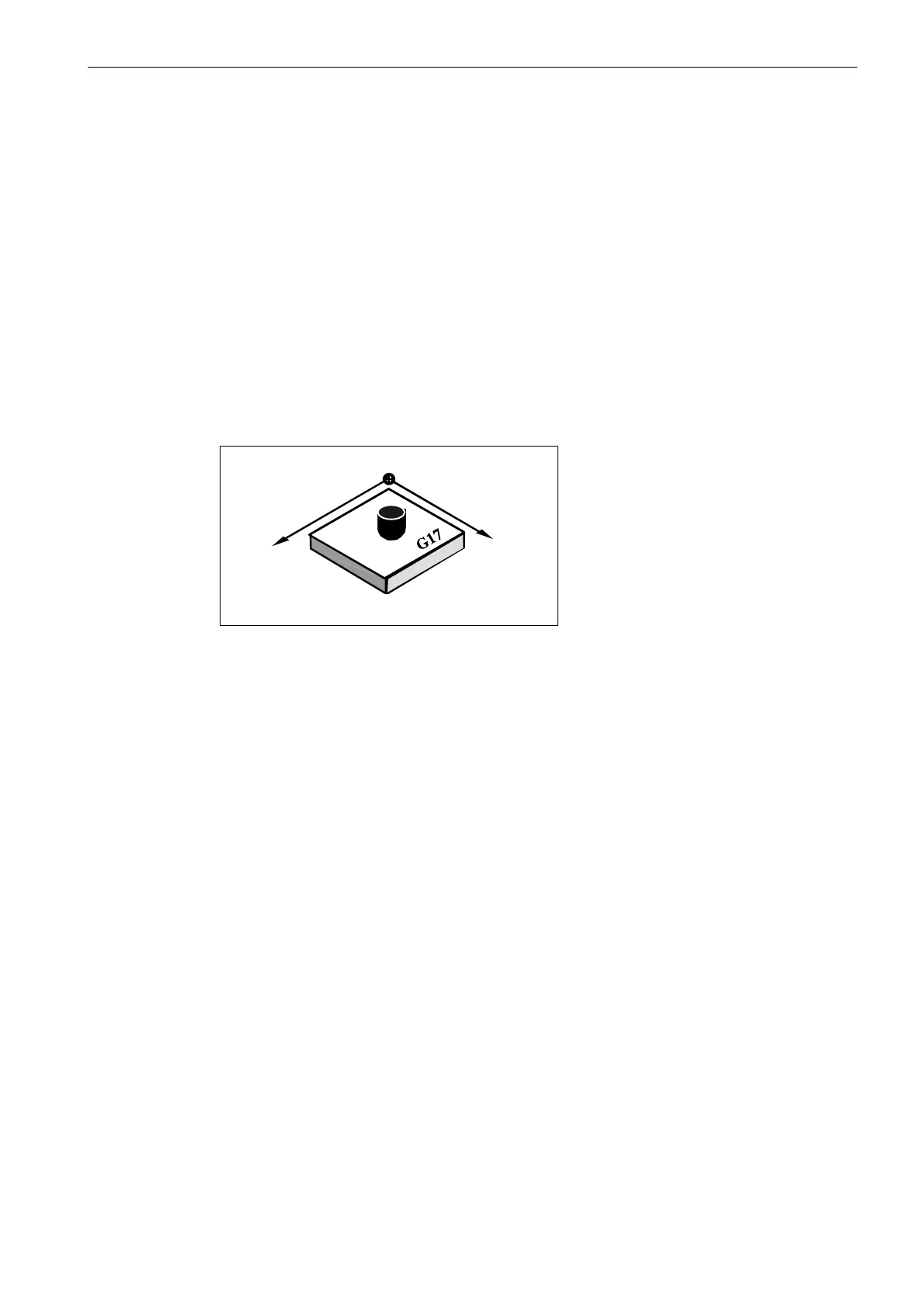
8.2.1 Plane selection G17
Functionality
The X and Y axes constitute a plane called G17 plane. Only this is relevant for nibbling (de-
fault setting).
The plane selection is described with the individual functions.
The individual planes are also used to define the direction of rotation of the circle for cir-
cular interpolation CW or CCW. In the plane in which the circle is traversed, the abscissa
and the ordinate are designed and thus also the direction of rotation of the circle.
X
Y
Fig. 8-3 Planes and axis assignment for nibbling
Programming example
N10 G17 T... M... ; X/Y plane selected
N20 ... X... Y...
8.2.2 Absolute / incremental dimensioning: G90, G91, AC, IC
Functionality
With the instructions G90/G91, the written positional data X, Y, ... are evaluated as a coordi-
nate point (G90) or as an axis position to traverse to (G91). G90/91 applies for all axes.
Irrespective of G90/G91, certain positional data can be specified for certain blocks in abso-
lute/incremental dimensions using AC/IC.
These instructions do not determine the path by which the end points are reached; this is
provided by a G group (G0, G1, G2 and G3... see Section 8.3 “Axis movements”).

 Loading...
Loading...








