Programming
8.2 Positional data
8-147
SINUMERIK 802D sl Operation and Programming Nibbling (BP-N), 06/2006 Edition
6FC5 398-3CP10-0BA0
X
W – Workpiece zero
M
M – machine zero
X1
(Machine)
Y1
e.g.
G54
W
Workpiece
Workpiece
(Machine)
Y
X
Fig. 8-11 Settable work offset
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
Y1
X1
Y
Workpiece 1
Y
Workpiece 2
Y
Workpiece 3
Y
Workpiece 4
X
Workpiece 1
X
Workpiece 2
X
X
Workpiece 4
G54
Workpiece 3
(Machine)
G55
G56
G57
(Machine)
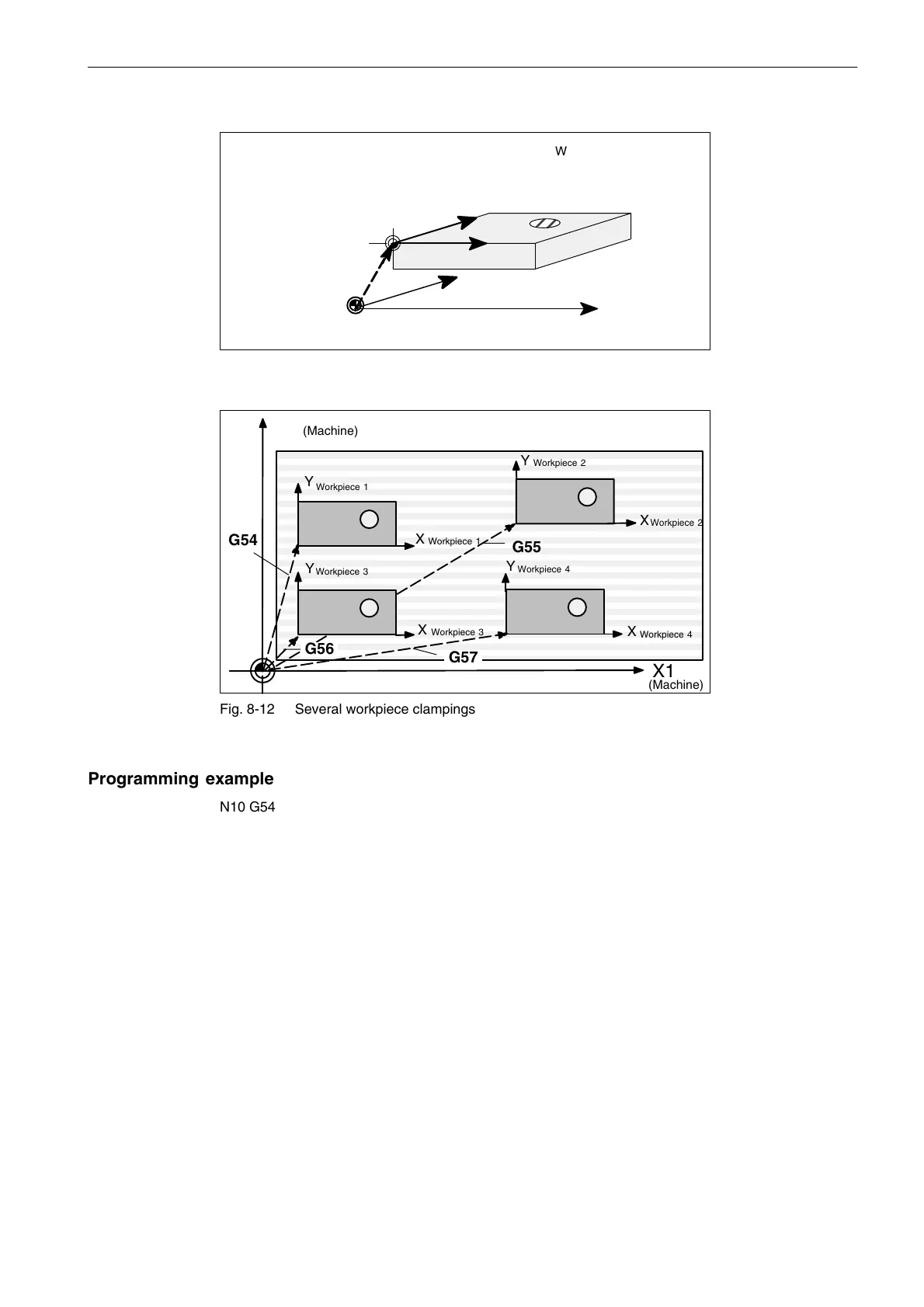
Fig. 8-12 Several workpiece clampings
Programming example
N10 G54 ... ; Call first settable work offset
N20 L47 ; Machine workpiece 1, here using L47
N30 G55 ... ; Call second settable work offset
N40 L47 ; Machine workpiece 2, here using L47
N50 G56 ... ; Call third settable work offset
N60 L47 ; Machine workpiece 3, here using L47
N70 G57 ... ; Call fourth settable work offset
N80 L47 ; Machine workpiece 4, here using L47
N90 G500 G0 X... ; Deactivate settable work offset
Subroutine call – see Section 8.9 “Subroutine technique ”

 Loading...
Loading...








