05.02 ill.1
05.02 ill.2
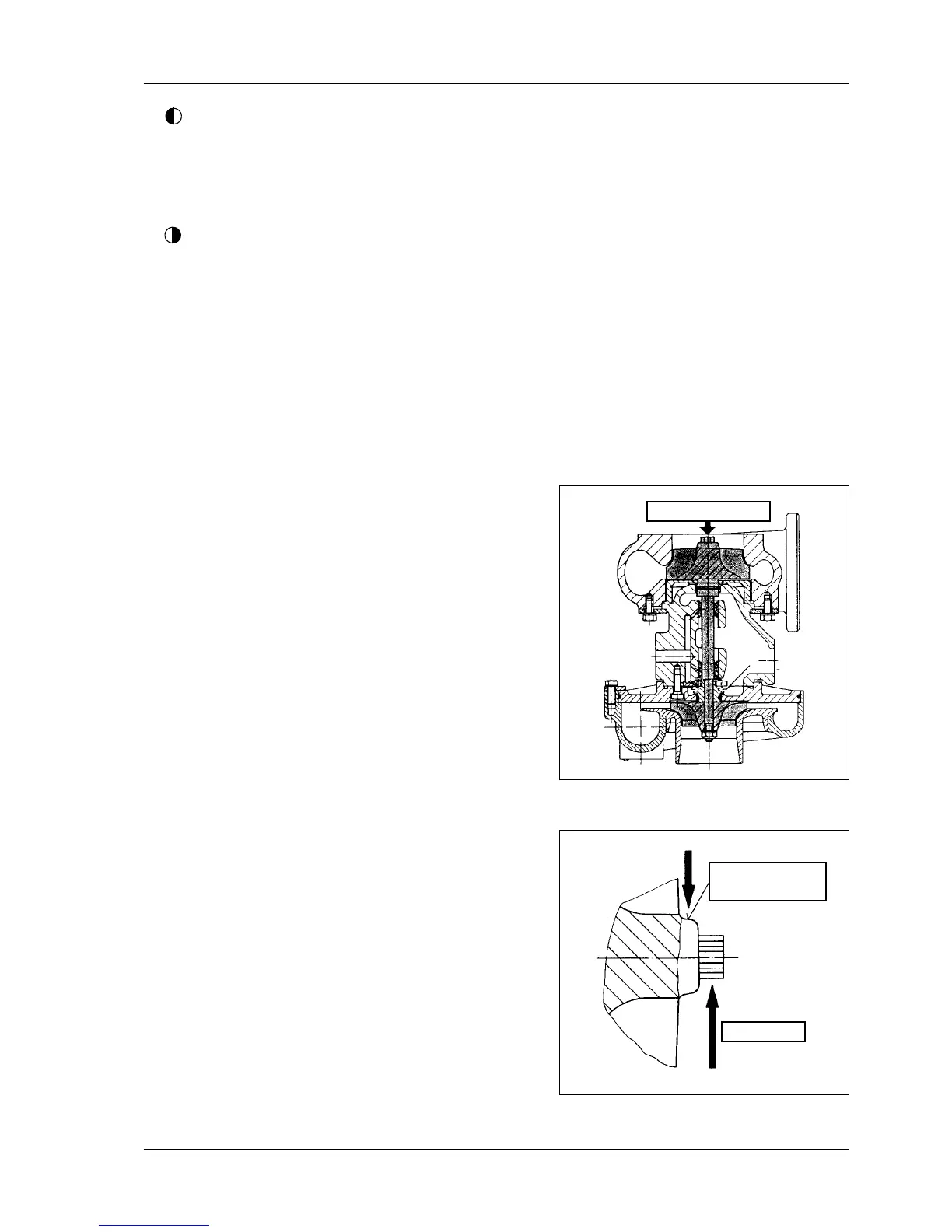
03.05.02 Check bearing clearance
Measure end clearance:
1 Put test prod of dial gauge onto face of turbine wheel
hub.
2 Push cursor downwards and set dial gauge to "0".
3 Pushcursoragainstdialgaugeandnotedeection
of pointer.
permissibleendclearance:max.0.16mm+/-0,01
Measure radial clearance:
NOTE: Determination of radial clearance is
only required turbine-sided.
1 Put test prod of dial gauge onto center of retainer
cone of turbine wheel.
2 Pull turbine wheel hub upwards by means of spring
balance. Measuring strength 50 N.
3 Notedeectionofpointer.
4 Repeat measurement, by turning cursor by 90°.
Permissibleradialclearance:max.0.42mm+/-0,04
measuring point
measuring
strength
location point
of dial gauge
prod
For 4 cyl. engines only (item 1-2)
1 Tighten4hexagonnutsofturbochargerangewithatorqueof 25 Nm +/-2.
2 Tighten2screwsforxingtheangeofoilreturnpipewithatorqueof10 Nm +/-1.
Tighten hollow screw with 25 Nm +/-3.
For 6 cyl. engines only (item 3-6)
3 Tighten4hexagonnutsofturbochargerangebymeansoftorquewrenchNo.2300743/0andtree-
handled socket wrench No. 2300744/0 with a torque of 40 Nm +/-4.
4 Tighten2screwsforxingtheoilreturnpipeangewithatorqueof23 Nm +/-2.
Tighten hollow screw with 40 Nm +/-4.
5 Tighten hollow screw of vent pipe (cooling circuit) with a torque of 20 Nm +/-2.Maintainhorizontal
positionofbanjottingwhiletightninghollowscrew.
6 Fill closed cooling circuit, refer to 05.00.08

 Loading...
Loading...