Do System Tests to Identify Defective Components
Powermax65/85/105 SYNC Troubleshooting Guide 810430 105
Test 7 – Procedure for a machine torch
1. Make sure that the torch is set to the green “ready to fire” ( ) position.
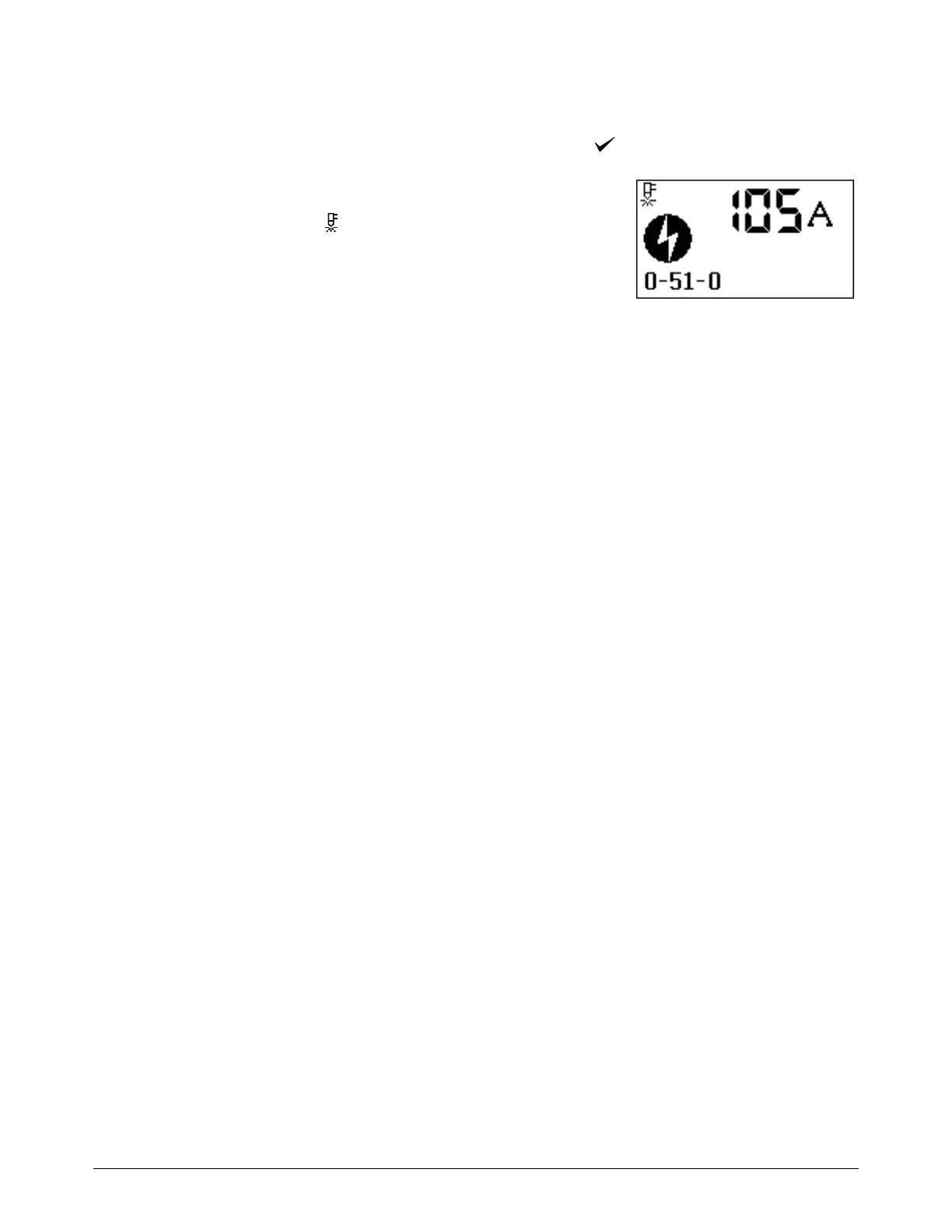
2. Look at the main screen as you set the power switch on
the plasma power supply to ON (I). Do you see the
“torch started” icon ( ) and the 0-51-0 fault code?
If yes, continue with Examine the CNC and the
machine interface cable.
If no, continue with Examine the plasma power
supply on page 106.
Examine the CNC and the machine interface cable
1. Disconnect the machine interface cable from the rear of the plasma power supply. This is the
14-pin cable that connects the plasma power supply to the CNC. Refer to Figure 24 on
page 106.
2. Do a quick restart. If the fault code goes away and the system operates correctly, reboot the
CNC. This can remove a start signal if there is one pending.
3. Connect the machine interface cable to the plasma power supply, and do a quick restart again.
If you continue to see the 0-51-0 fault code, disconnect the machine interface cable from the
plasma power supply again.
4. Do a check for continuity on pin 3 and on pin 4 in the machine interface cable connector. Refer
to Figure 24 on page 106. Is there continuity on both pins?
If yes, there can be a problem with the CNC or with the cable. Continue with the next step.
If no, there can be a problem in the plasma power supply. Continue with Examine the plasma
power supply on page 106.
5. Do a check for open circuits in the machine interface cable between pin 3 and the CNC and
pin 4 and the CNC. Are the signals open?
If yes, there can be a problem with the CNC. Continue with step 7.
If no, there can be a problem with the cable. Continue with the next step.
6. Disconnect the machine interface cable from the CNC. Do a check for short-circuited wires in
the cable. If there is a wire that is short-circuited, replace the machine interface cable.
7. If there is not a problem with the machine interface cable, contact a support technician for the
CNC to identify possible problems that can prevent the torch from firing.