Examples and tips
PROGRAMMING MANUAL 299
Revision 3.0
The difference between the expected position and the actual
position is measured with a photocell. This is the correction factor.
Every time a correction is made, the origin position is updated
accordingly.
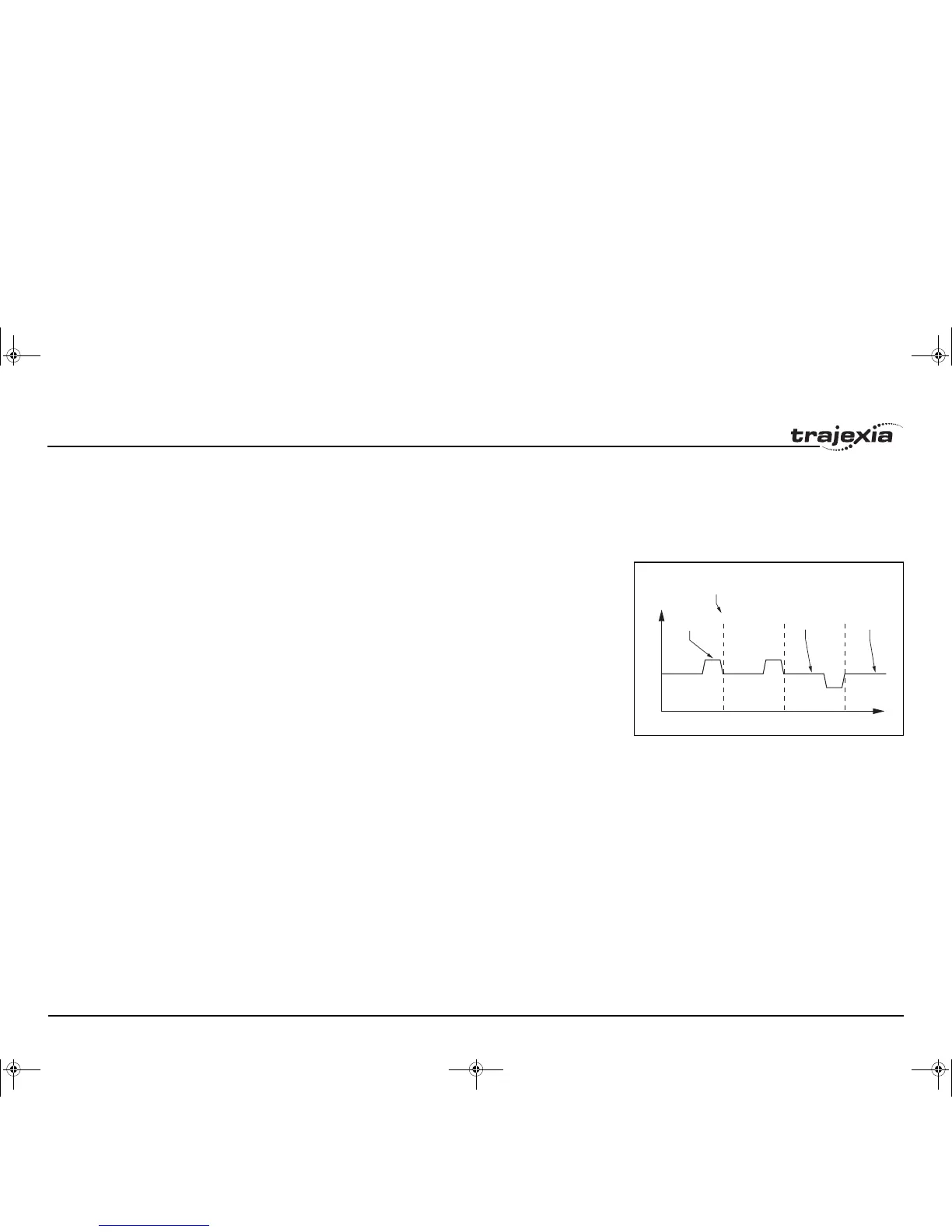
Example
fig. 61
conveyor=0
labeller=1
virtual=15
SERVO AXIS(conveyor)=1
SERVO AXIS(labeller)=1
WDOG=1
BASE(labeller)
CONNECT(1,conveyor)
ADDAX(virtual)
FORWARD AXIS(conveyor)
REGIST(1)
WAIT UNTIL MARK=0
loop:
WAIT UNTIL MARK
correction=REG_POS+expected_pos
MOVE(correction) AXIS(virtual)
WAIT IDLE AXIS(virtual)
OFFPOS=-label_length+correction
REGIST(1)
WAIT UNTIL MARK=0
GOTO loop
t
speed
0
0
0
OFFPOS
correction
labeller
conveyor
I52E-EN-03.book Seite 299 Freitag, 29. Juni 2007 11:55 11