Drahtvorlauf
(Wire feed)
WARNUNG!
Verletzungsgefahr durch austretenden Schweißdraht
Schwerwiegende Personen- und Sachschäden können die Folge sein.
▶
Schweißbrenner von Gesicht und Körper weghalten
ROB 4000/5000 ROB 5000 OC
Signal X2:7 HIGH LOW
Das Signal “Drahtvorlauf” ermöglicht ein strom- und gasloses Einfädeln des
Schweißdrahtes in das Schlauchpaket (wie die Taste “Drahteinfädeln”).
Die Einfädelgeschwindigkeit ist von der entsprechenden Einstellung im Setup-Menü der
Stromquelle abhängig.
HINWEIS!
Das Eingangssignal „Drahtvorlauf“ hat Priorität gegenüber dem Signal
„Drahtrücklauf“. Sind beide Signale gleichzeitig gesetzt, erfolgt eine Fortsetzung
des Drahtvorlaufes.
WICHTIG! Zur Erleichterung einer exakten Positionierung des Schweißdrahtes, ergibt
sich beim Setzen des Signals “Drahtvorlauf” folgender Ablauf:
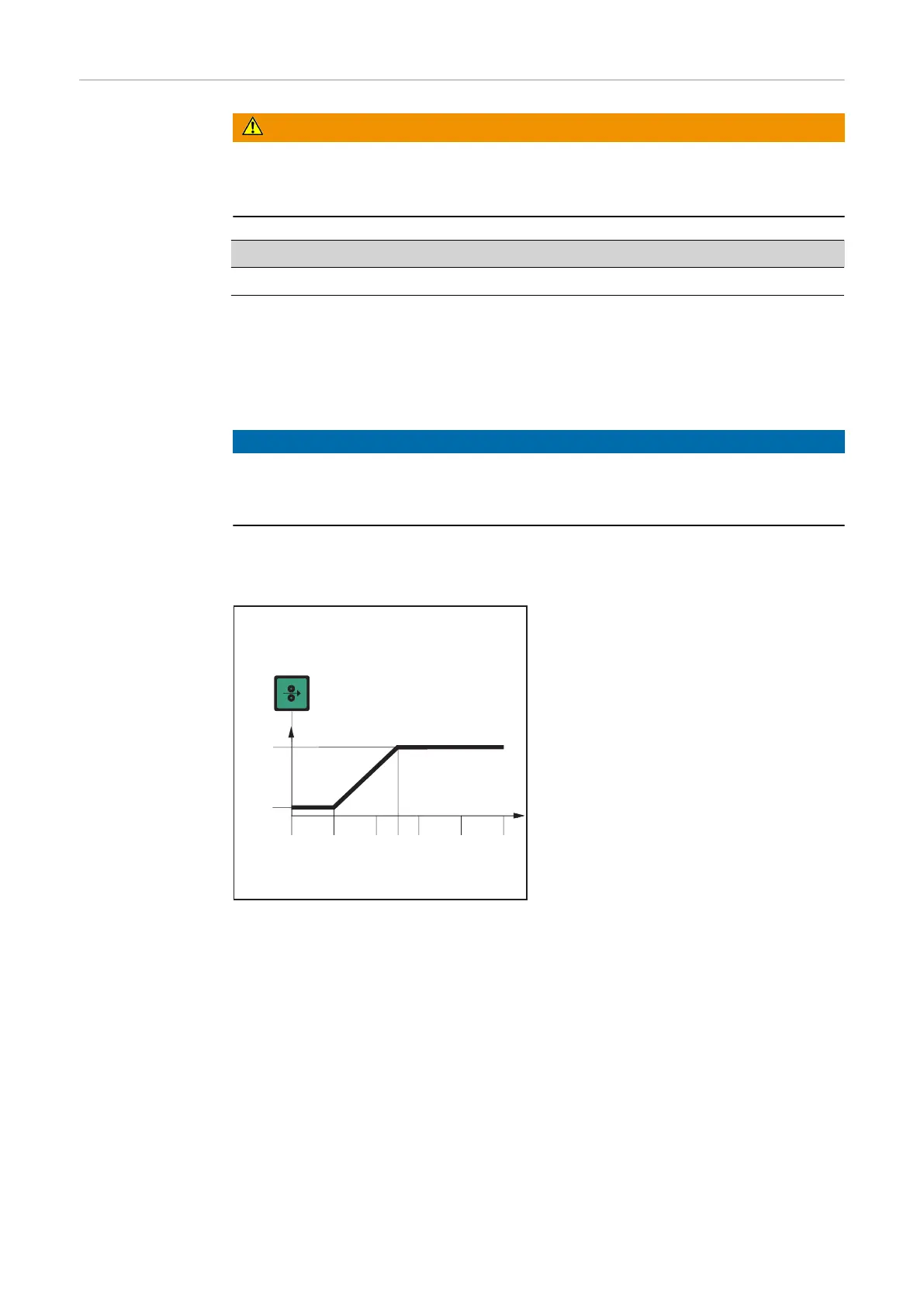
(2) vD (m/min / ipm)
t (s)
1 2 3 4 52,5
1
Fdi
(1)
Zeitlicher Verlauf der Drahtgeschwindigkeit beim Set-
zen des digitalen Eingangssignals „Drahtvorlauf“
(1) Signal Drahtvorlauf
- Signal verbleibt bis zu einer
Sekunde: Unabhängig von dem ein-
gestellten Wert, verbleibt die Drahtge-
schwindigkeit (2) während der ersten
Sekunde auf 1 m/min oder 39.37 ipm.
- Signal verbleibt bis zu 2,5 Sekun-
den: Nach Ablauf einer Sekunde,
erhöht sich die Drahtgeschwindigkeit
(2) innerhalb der nächsten 1,5 Sekun-
den gleichmäßig.
- Signal verbleibt länger als 2,5
Sekunden: Nach insgesamt 2,5
Sekunden erfolgt eine konstante
Drahtförderung entsprechend der für
den Parameter Fdi eingestellten
Drahtgeschwindigkeit.
WICHTIG! Ist zusätzlich das digitale Eingangssignal „KD disable“ gesetzt, gilt für den
Vorlauf nicht „Fdi“, sondern das analoge Ausgangssignal „Drahtgeschwindigkeit“. Dabei
startet das digitale Eingangssignal „Drahtvorlauf“ den Vorlauf sofort mit dem analogen
Sollwert für die Drahtgeschwindigkeit. In diesem Fall trifft die Abbildung nicht zu.
12