- “St | oP” appears on the control panel.
Prepare the power source for welding:
- Reset the “Quick stop” signal (set “Robot ready”)
- Set the „Source error reset“ signal (ROB 5000/ROB 5000 OC only)
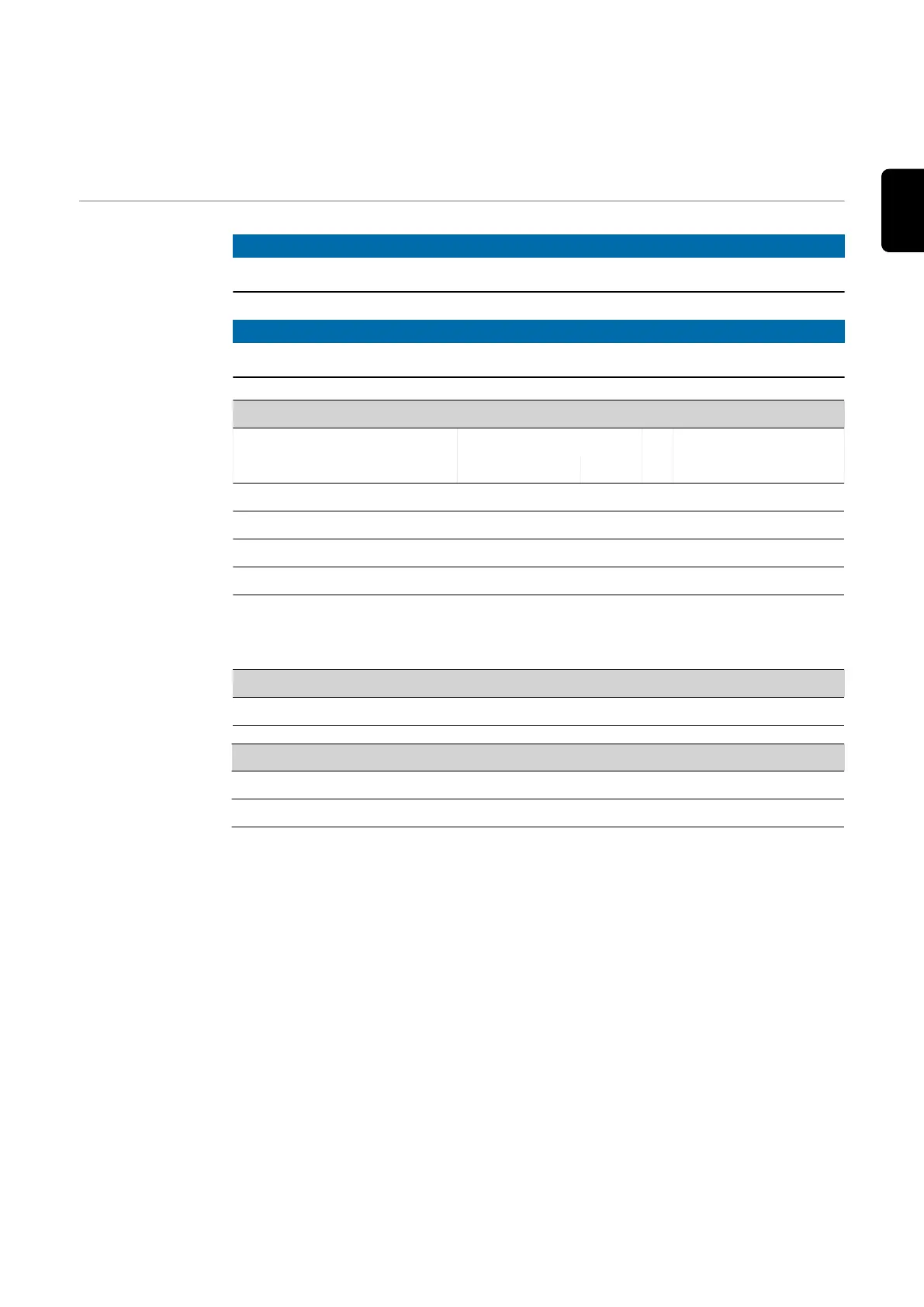
Mode bit 0-2
(ROB 5000/ROB
5000 OC)
NOTE!
Commands and command values are not accepted when “Quick stop” is active.
NOTE!
TIG mode is permanently selected on the ROB 4000 robot interface.
ROB 4000/5000 ROB 5000 OC
MODE MODE
„0“ „1“ „2“ „0“ „1“ „2“
Job mode 0 1 0 1 0 1
Parameter selection internal 1 1 0 0 0 1
CC / CV 1 0 1 0 1 0
TIG 0 1 1 1 0 0
Signal level when BIT 0 - BIT 2 are set
ROB 4000/5000 ROB 5000 OC
Signal X2:6 (BIT 0) HIGH LOW
ROB 5000 ROB 5000 OC
Signal X8:1 (BIT 1) HIGH LOW
Signal X8:2 (BIT 2) HIGH LOW
The following operating modes are supported:
Job mode (ROB 5000/ROB 5000 OC)
Call up saved welding parameters using the corresponding job number.
Internal parameter selection (ROB 5000/ROB 5000 OC)
Selecting welding parameters via the robot control programming interface is timecon-
suming, especially when programming a job. The “Internal parameter selection” mode
enables the required welding parameters to be selected from the power source control
panel or via a remote control unit.
Internal parameter selection can also take place while welding is in progress. The signals
required for the current welding operation continue to be sent from the robot control.
CC/CV (constant current/constant voltage; ROB 5000/ROB 5000 OC
45
EN
 Loading...
Loading...




