Otwieranie głowicy gwinciarskiej na końcu gwintu
Na końcu gwintu:
• Gwinty rur – koniec rury gwintowanej jest wyrównany
z krawędzią noża nr 1.
• Gwinty śrub – naciąć gwint o żądanej długości – dokład-
nie sprawdzić, czy nie ma kolizji między częściami.
Przesunąć dźwignię wyrzutnika w położenie OPEN, powodu-
jąc w ten sposób cofnięcie noży.
Samootwieralne głowice gwinciarskie
Głowice gwinciarskie model 815A są głowicami samootwie-
ralnymi. W przypadku rur o średnicach od ½" do 2", w celu
otwarcia głowicy gwinciarskiej po zakończeniu gwintowania
można użyć spustu. W przypadku rur o średnicach ⁄" do ⁄",
i w razie potrzeby o innych średnicach, po zakończeniu gwin-
towania głowicę gwinciarską otwiera się ręcznie.
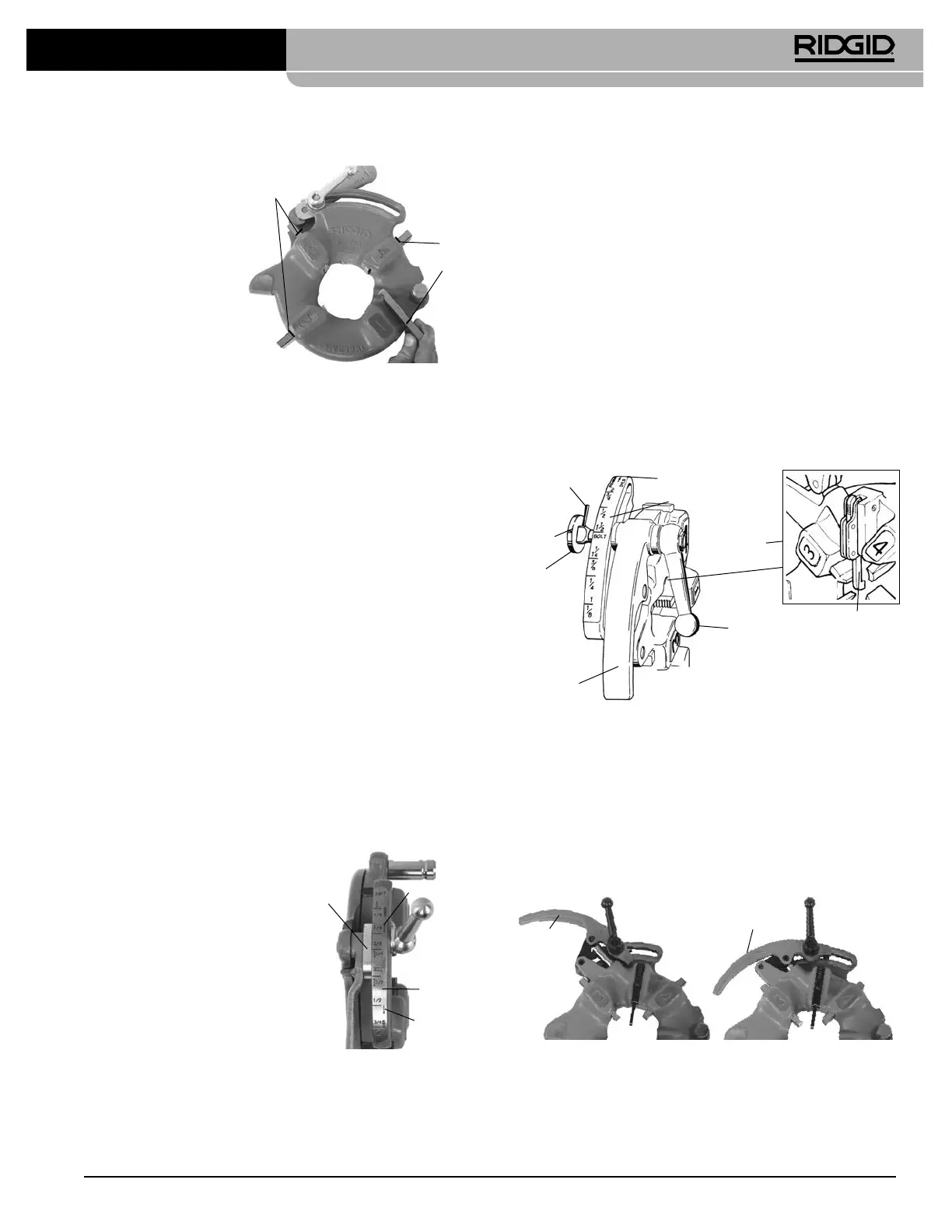
Dźwignia
wyrzutnika
Zespół
spustu
Dźwignia zacisku
Pręt wymiarowy
Trzpień rolkowy
Kreska
indeksowa
Śruba
blokująca
Oznaczenie
„Wyjmowanie noży”
Suwak
spustu
Rysunek 8 – Uniwersalna samootwieralna głowica
gwinciarska
Wkładanie/wymiana noży
1. Ustawić głowicę gwinciarską numerami skierowanymi
w górę.
2. Upewnić się, że zespół spustu jest zwolniony i głowica
gwinciarska jest OTWARTA przez wyciągnięcie suwaka
spustu z głowicy. Nie zbliżać się do sprężynowej dźwigni
wyrzutnika podczas zwalniania zespołu spustu.
Dźwignia
wyrzutnika
Otwarta
Zamknięta
Dźwignia
wyrzutnika
Rysunek 9 – Położenie otwarcia/zamknięcia
3.
Poluzować dźwignię zacisku o około sześć pełnych obrotów.
3. Poluzować dźwignię zacisku, odkręcając ją o około trzy obroty.
4. Wyciągnąć do góry
wypust podkładki
ze szczeliny w prę-
cie wymiarowym.
Przesunąć podkładkę
do końca szczeliny
(Rysunek 6).
5. Wyjąć noże z głowicy
gwinciarskiej.
6. Włożyć odpowiednie
noże w głowicę gwin-
ciarską, zkrawędziami oznaczonymi numerami skiero-
wanymi w górę aż do wyrównania kreski wskaźnikowej z
krawędzią głowicy gwinciarskiej (zob. Rysunek 6). Numery na
nożach muszą odpowiadać numerom na gniazdach noży w
głowicy. Zawsze wymieniać noże w całych zestawach – nie
wolno montować razem noży z różnych zestawów.
7. Przesunąć znak indeksowy łącznika tak, aby wyrównać go z
wymaganym znakiem rozmiaru pręta wymiarowego. W razie
potrzeby wyregulować osadzenie noża, aby umożliwić ruch.
Wypust podkładki powinien znajdować się z lewej strony
szczeliny.
8. Dokręcić dźwignię zacisku.
Regulacja rozmiaru gwintu
1. Zamontować głowicę gwinciarską i przesunąć ją w położenie
gwintowania.
2. Poluzować dźwignię zacisku.
3. Rozpocząć od punktu wyrównania znaku indeksowego
łącznika z wymaganym znakiem rozmiaru gwintuna prę-
cie wymiarowym. W głowicach gwinciarskich śrubowych
ustawić znak łącznika w jednej linii z prętem wymiarowym.
W przypadku gwintowania śrub za pomocą uniwersalnej
głowicy gwinciarskiej usta-
wić wszystkie noże na kresce
BOLT na pręcie wymiarowym
(Rysunek 7).
4. Jeśli trzeba wyregulować roz-
miar gwintu, ustawić znak
indeksowania łącznika nie-
znacznie nad znakiem na prę-
cie wymiarowym w kierunku
znaku OVER („nad”, większa
średnica gwintu, mniejsza licz-
ba obrotów w celu uchwyce-
nia elementu mocującego) lub
w kierunku znaku UNDER („pod”, większa liczba obrotów w
celu uchwycenia elementu mocującego).
5. Dokręcić dźwignię zacisku.
Rysunek 7 – Regulacja
rozmiaru gwintu
Znak
indekso-
wania
łącznika
Pręt
wymia-
rowy
„Pod”
„Nad”
Kreska
wskaźnikowa
Rysunek 6 – Wkładanie noży
Kreska
wskaźnikowa
Gwinciarka mod. 535 z uchwytem ręcznym / z uchwytem automatycznym
283
999-998-086.09_REV. C
 Loading...
Loading...





