Regulacja suwaka spustu
Ustawić suwak spustu na rozmiar gwintowanej rury wysta-
jącej (zob. Rysunek 12).
• ½” i ¾” – koniec rury powi-
nien zetknąć się z suwakiem
spustu.
• od 1" to 2" – koniec rury powi-
nien zetknąć się z trzonkiem
suwaka spustu.
W przypadku
• rur⁄", ¼" i ⁄"
•
dłuższych lub krótszych gwintów
• gwintowania śrub
Pchnąć suwak spustu w górę i w bok. Głowicę gwinciarską nale-
ży otworzyć ręcznie.
Otwieranie głowicy gwinciarskiej na końcu gwintu
W przypadku użycia spustu zetknie się on z końcem rury, po-
wodując automatyczne otwarcie głowicy gwinciarskiej. Nie
zbliżać się do zwalniającej się sprężynowej dźwigni wyrzutnika.
Aby otworzyć głowicę gwinciarską ręcznie (przy podniesio-
nym suwaku spustu) na końcu gwintu:
• Stożkowe gwinty rur – koniec rury gwintowanej jest
wyrównany z krawędzią noża nr 1.
•
Gwinty śrub i gwinty walcowe – naciąć gwint o żądanej
długości – dokładnie sprawdzić, czy nie ma kolizji między
częściami.
Przesunąć dźwignię wyrzutnika w położenie OPEN, powodu-
jąc w ten sposób cofnięcie noży.
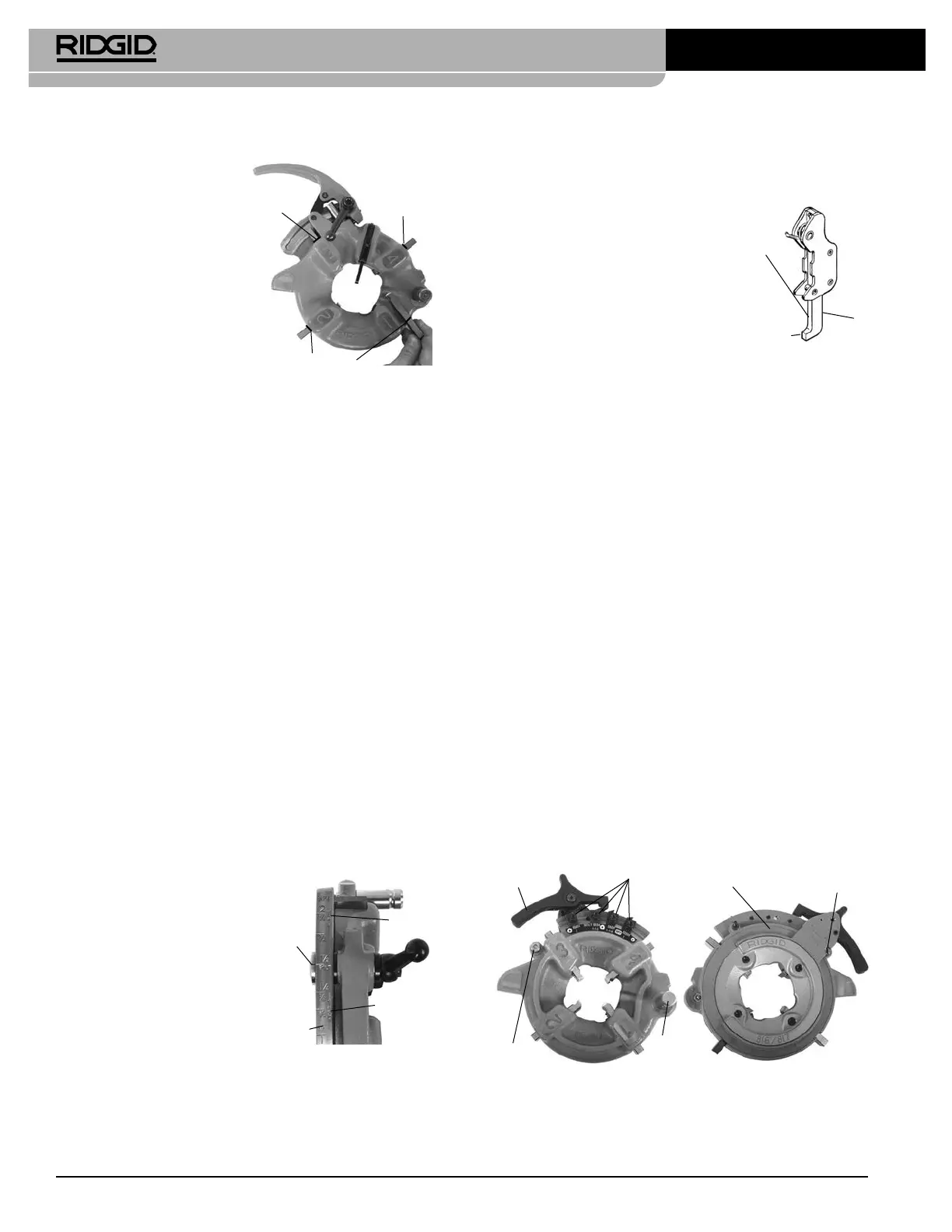
Półautomatyczne głowice gwinciarskie
Do półautomatycznych głowic gwinciarskich należą głowice
model 816/817 NPT (prawoskrętne). W półautomatycznych
głowicach gwinciarskich można szybko regulować wymia-
ry. Można je otwierać i zamykać ręcznie dla określonej przez
użytkownika długości gwintu.
Pokrętło
trzpienia
Uchwyt
Płytki blokujące
Ogranicznik
zmiany noża
Wrzeciono
Przód (zamknięta)
Tył (otwarta)
Płyta
krzywkowa
Rysunek 13 – Półautomatyczna głowica gwinciarska
4.
Wyciągnąć śrubę blokującą ze szczeliny pręta wymiarowego
tak, aby sworzeń rolki omi-
nął szczelinę. Ustawić pręt
wymiarowy tak, aby kreska
indeksowania na śrubie
blokującej wyrównała się
ze znakiem REMOVE DIES
(„wyjmowanie noży”).
5.
Wyjąć noże z głowicy gwin-
ciarskiej.
Włożyć odpowiednie noże
w głowicę gwinciarską, z
krawędziami oznaczony-
mi numerami skierowanymi w górę aż do wyrównania
kreski wskaźnikowej z krawędzią głowicy gwinciarskiej
(zob. Rysunek 10). Numery na nożach muszą odpowiadać
numerom na szczelinach noży w głowicy. Zawsze wymie-
niać noże w całych zestawach – nie wolno montować
razem noży z różnych zestawów.
6.
Przesunąć pręt wymiarowy tak, aby kreska indeksowania
na śrubie blokującej wyrównała się z odpowiednim zna-
kiem rozmiaru. W razie potrzeby wyregulować osadzenie
noża, aby umożliwić ruch.
7. Upewnić się, że sworzeń rolkowy jest skierowany w
stronę znaku REMOVE DIES („wyjmowanie noży”).
8. Dokręcić dźwignię zacisku.
Regulacja rozmiaru gwintu
1. Zamontować głowicę gwinciarską i przesunąć ją w poło-
żenie gwintowania.
2. Poluzować dźwignię zacisku.
3.
Ustawić pręt wymiarowy tak, aby kreska indeksowania na
śrubie blokującej wyrównała się z odpowiednim znakiem
rozmiaru na pręcie wymiarowym.
4.
J
eśli trzeba wyregulować rozmiar gwintu, ustawić kreskę
indeksowania śruby blokującej
nieznacznie nad znakiem na
pręcie wymiarowym w kierun-
ku znaku OVER („nad”, większa
średnica gwintu, mniejsza licz-
ba obrotów w celu uchwycenia
elementu mocującego) lub w
kierunku znaku UNDER („pod”,
większa liczba obrotów w celu
uchwycenia elementu mocują-
cego).
5. Dokręcić dźwignię zacisku.
Rysunek 10 – Wkładanie noży
Kreska wskaźnikowa
Kreska
wskaźnikowa
Kreska
wskaźnikowa
Rysunek 11 – Regulacja
rozmiaru
gwintu
Linia
indekso-
wa śruby
blokują-
cej
Pręt
wymia-
rowy
„Nad”
„Pod”
Rury od 1"
do 2" stykają
się z tą
powierzchnią
Suwak
spustu
Rury ½" i ¾"
stykają się z tą
powierzchnią
Rysunek 12 – Ustawianie
spustu
284
Gwinciarka mod. 535 z uchwytem ręcznym / z uchwytem automatycznym
999-998-086.09_REV. C
 Loading...
Loading...





