Р. 23 – Н
7.
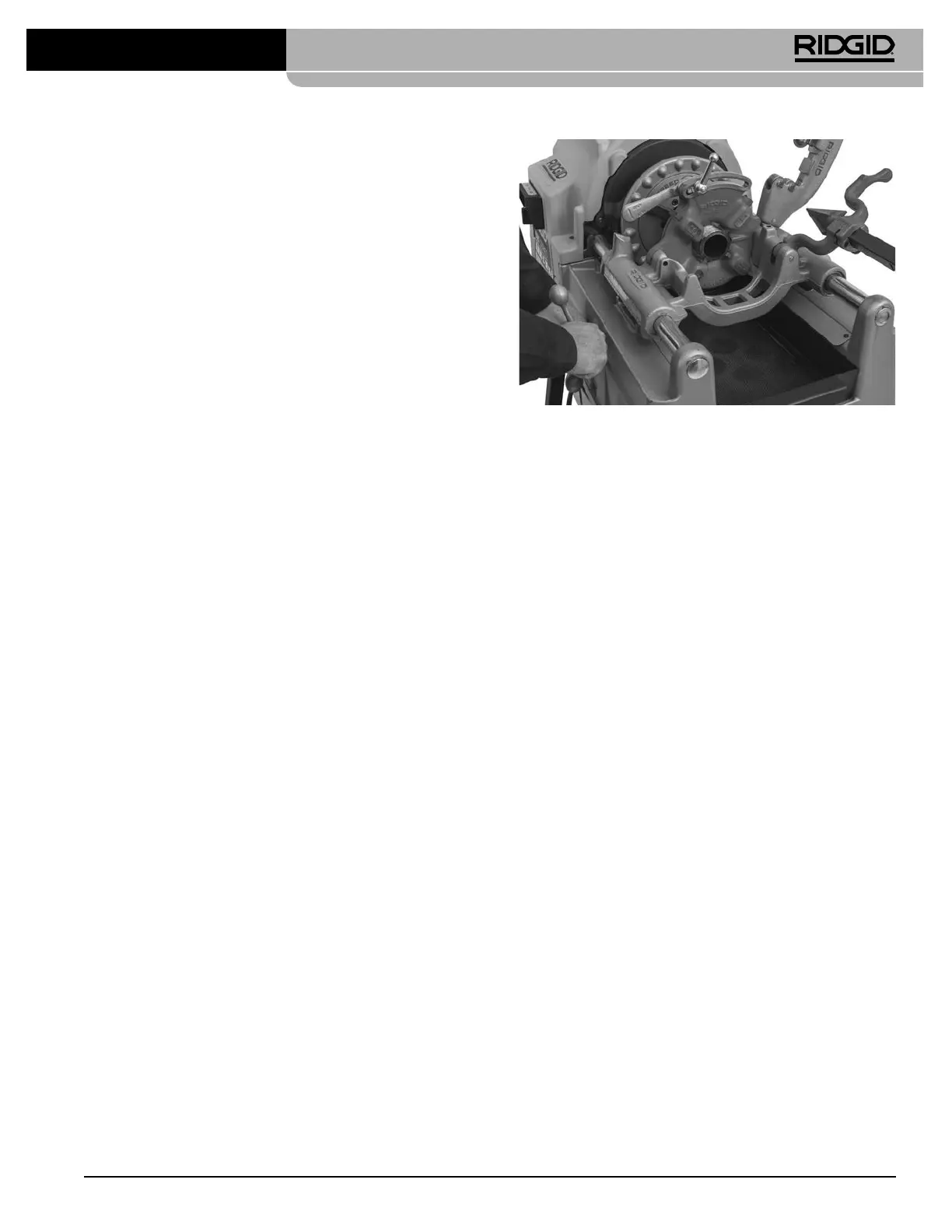
Вращайт маховичок картки, так чтобы прмстить
рзьбонарзную головку к торцу трубы. Вращайт махо-
вичок с нбольшим усилим, чтобы завсти рзьбонарз-
ную головку на трубу. Как только рзьбонарзная головка
начнт нарзать рзьбу на труб, усили для вращния
ручного маховичка картки больш н трбутся.
8.
Обргайт руки от вращающйся трубы. Убдитсь,
что картка н задват станок. Когда нарзка рзь-
бы будт завршна, откройт рзьбонарзную
головку (сли она н открыватся автоматичски).
Запрщатся включать обратный ход станка (РЕВЕРС)
при подсодиннных рзьбонарзных грбнках.
9. Убрит ногу с ножного выключатля.
10. Првдит прключатль РЕВЕРС/ВЫКЛ/ВПЕРЕД в
положни ВЫКЛ.
11. Вращайт маховичок картки, так чтобы прмстить
рзьбонарзную головку за торц трубы. Поднимит
рзьбонарзную головку вврх в сторону от опратора.
12. Снимит трубу со станка и осмотрит рзьбу. Запрщатся
использовать станок для затягивания или отворачива-
ния рзьбовых фитингов.
Нарезание резьбы на прутковой
заготовке/болте
Нарзани рзьбы на болт аналогично процдур нар-
зания рзьбы на труб. Диамтр заготовки н должн
првышать наружный диамтр рзьбы.
При нарзании рзьбы на болтах слдут обязатльно
использовать соотвтствующи рзьбонарзны головки и
грбнки. Рзь бу на болтах слдут нарзать такой длины,
как трбутся, однако нобходимо слдить, что картк а н
задват станок. Если трбутся длинная рзьба:
6. Вращайт маховичок картки, так чтобы прмстить
знковку к торцу трубы. Вращайт маховичок с нко-
торым усилим, чтобы подать знковку внутрь трубы
и снять зауснцы как трбутся.
7. Убрит ногу с ножного выключатля.
8. Првдит прключатль РЕВЕРС/ВЫКЛ/ВПЕРЕД в
положни ВЫКЛ.
9. Отвдит знковку назад, освободив защлку и сдви-
нув знковку в направлнии от трубы до фиксации
защлки.
10. Прмстит знковку вврх в сторону от опратора.
Нарезание резьбы на трубе
Вслдстви различий в характристиках труб слдут
обязатльно выполнять пробно нарзани рзьбы прд
началом работы или при измннии диамтра, сортамнта
или матриала трубы .
1.
Опустит рзьбонарзную головку в положни нарза-
ния рзьбы. Убдитсь, что грбнки правильно подобра-
ны для трубы, подлжащй рзьбонарзк, и установлны
как слдут. Информацию по замн и настройк рзьбо-
нарзных грбнок см. в раздл
.
2. Если трбутся, выбрит рабочую частоту вращния
в соотвтствии с примнним. См. раздл
.
3. Првдит прключатль РЕВЕРС/ВЫКЛ/ВПЕРЕД в
положни ВПЕРЕД.
4. Обими руками возьмитсь за маховичок картки.
5. Нажмит на ножной выключатль.
6.
Проврьт поток масла для рзьбонарзки чрз рзь-
бонарзную головку. В соврмнных рзьбонарзных
станках мод. 535 использутся подача масла чрз
головку. Станки, изготовлнны до 1996, имют смазоч-
ный носик, который нобходимо поврнуть вниз для
орошния грбнок маслом.
Резьбонарезные станки мод. 535 с ручным зажимным патроном
и мод. 535 с автоматическим зажимным патроном
509
999-998-086.09_REV. C

 Loading...
Loading...




