462 Programming: Multiple Axis Machining
12.2 The PLANE Function: Tilting the Working Plane (Software Option 1)
Input parameters
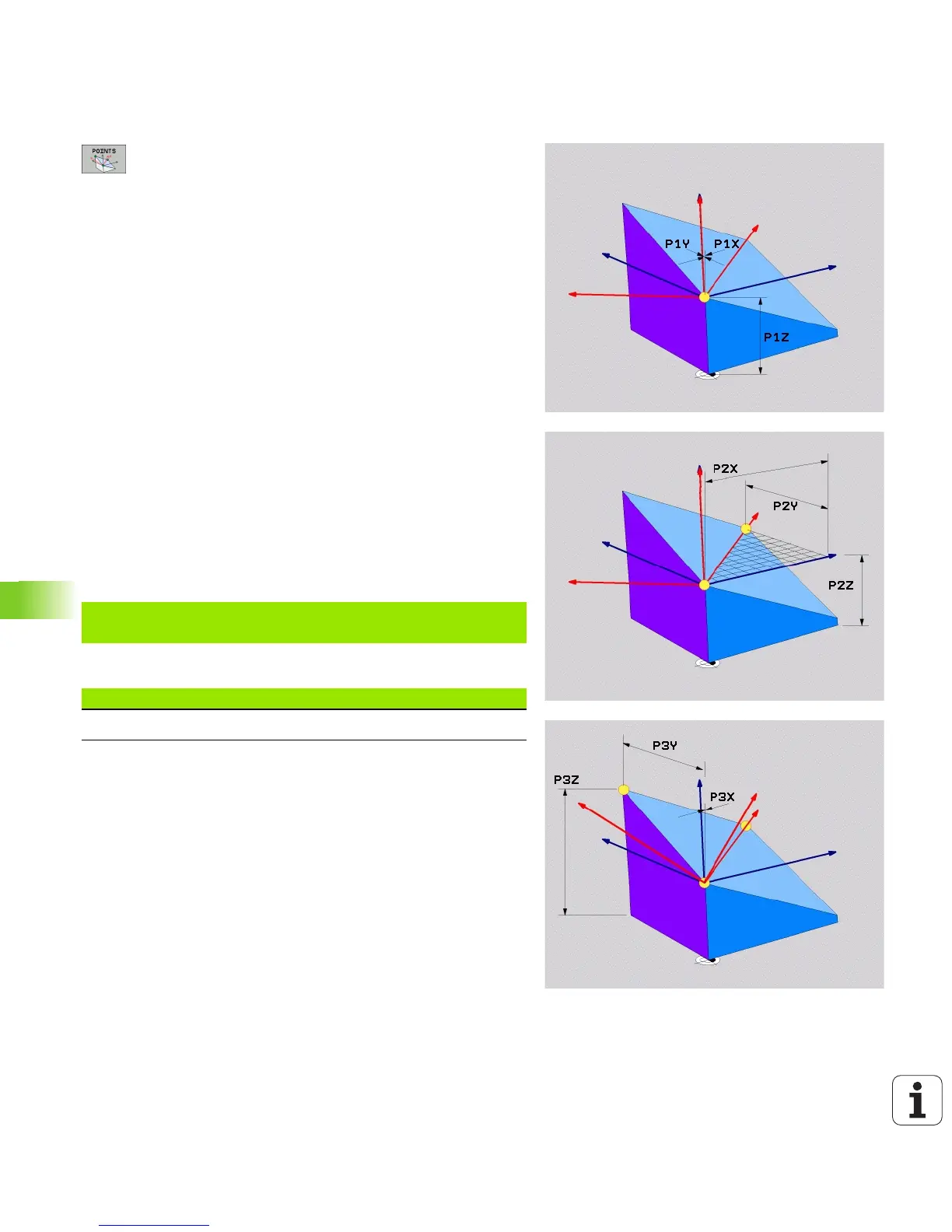
U X coordinate of 1st plane point?: X coordinate P1X
of the 1st plane point (see figure at top right).
U Y coordinate of 1st plane point?: Y coordinate P1Y
of the 1st plane point (see figure at top right).
U Z coordinate of 1st plane point?: Z coordinate P1Z
of the 1st plane point (see figure at top right).
U X coordinate of 2nd plane point?: X coordinate P2X
of the 2nd plane point (see figure at center right).
U Y coordinate of 2nd plane point?: Y coordinate P2Y
of the 2nd plane point (see figure at center right).
U Z coordinate of 2nd plane point?: Z coordinate P2Z
of the 2nd plane point (see figure at center right).
U X coordinate of 3rd plane point?: X coordinate P3X
of the 3rd plane point (see figure at bottom right).
U Y coordinate of 3rd plane point?: Y coordinate P3Y
of the 3rd plane point (see figure at bottom right).
U Z coordinate of 3rd plane point?: Z coordinate P3Z
of the 3rd plane point (see figure at bottom right).
U Continue with the positioning properties (see
“Specifying the positioning behavior of the PLANE
function” on page 466)
NC block
Abbreviations used
5 PLANE POINTS P1X+0 P1Y+0 P1Z+20 P2X+30 P2Y+31 P2Z+20
P3X+0 P3Y+41 P3Z+32.5 .....
Abbreviation Meaning
POINTS

 Loading...
Loading...


