HEIDENHAIN iTNC 530 489
12.6 Three-Dimensional Tool Compensation (Software Option 2)
Permissible tool forms
You can describe the permissible tool shapes in the tool table via tool
radius R and R2 (see figure):
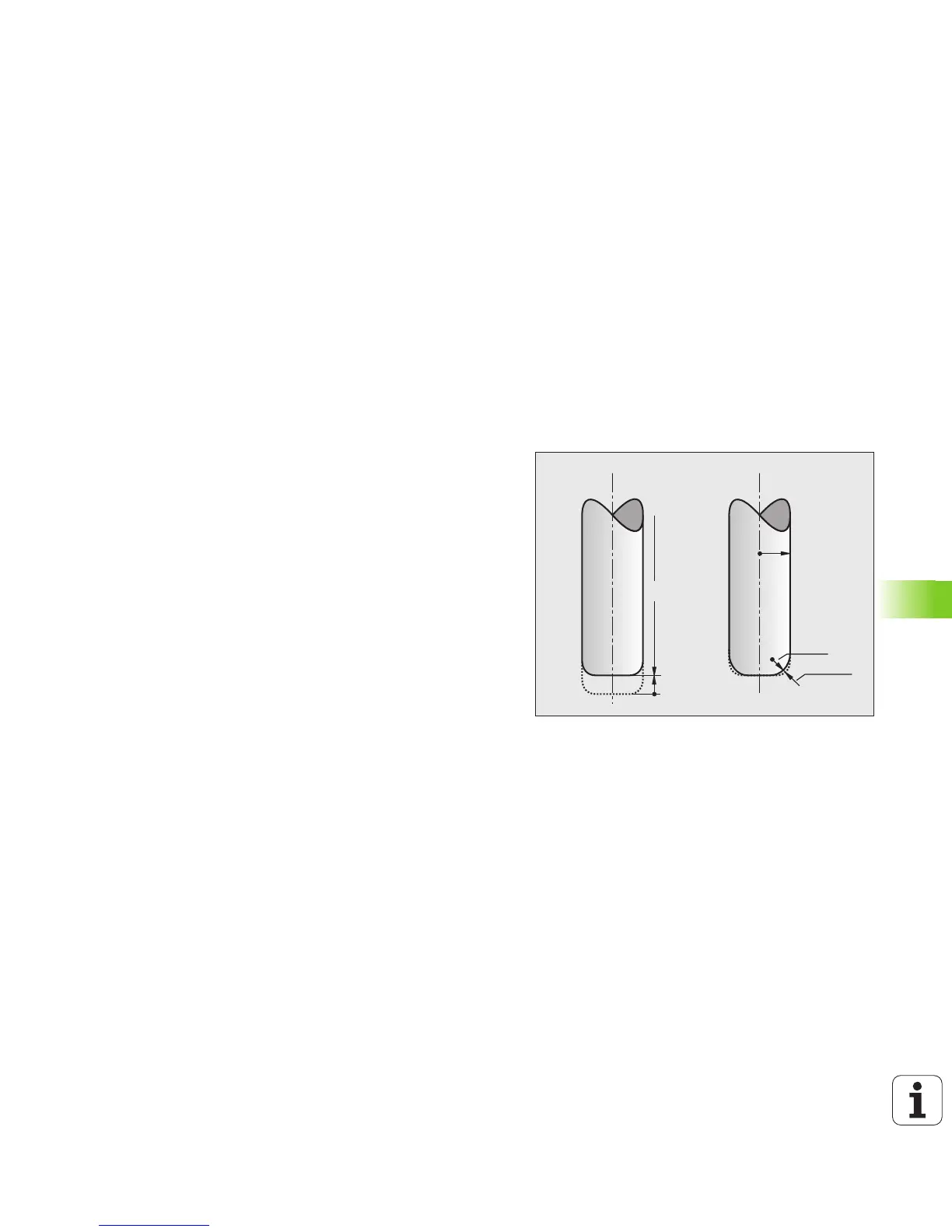
Tool radius R: Distance from the tool center to the tool
circumference.
Tool radius 2 R2: Radius of the curvature between tool tip and tool
circumference.
The ratio of R to R2 determines the shape of the tool:
R2 = 0: End mill
R2 = R: Radius cutter
0 < R2 < R: Toroid cutter
These data also specify the coordinates of the tool datum P
T
.
Using other tools: Delta values
If you want to use tools that have different dimensions than the ones
you originally programmed, you can enter the difference between the
tool lengths and radii as delta values in the tool table or TOOL CALL:
Positive delta value DL, DR, DR2: The tool is larger than the original
tool (oversize).
Negative delta value DL, DR, DR2: The tool is smaller than the
original tool (undersize).
The TNC then compensates the tool position by the sum of the delta
values from the tool table and the tool call.

 Loading...
Loading...


