198 Programming: Tools
5.3 Tool Compensation
Tool radius compensation
The NC block for programming a tool movement contains:
RL or RR for radius compensation
R+ or R-, for radius compensation in single-axis movements
R0 if there is no radius compensation
Radius compensation becomes effective as soon as a tool is called
and is moved with a straight line block in the working plane with RL or
RR.
For radius compensation, the TNC takes the delta values from both the
TOOL CALL block and the tool table into account:
Compensation value = R + DR
TOOL CALL
+ DR
TAB
where
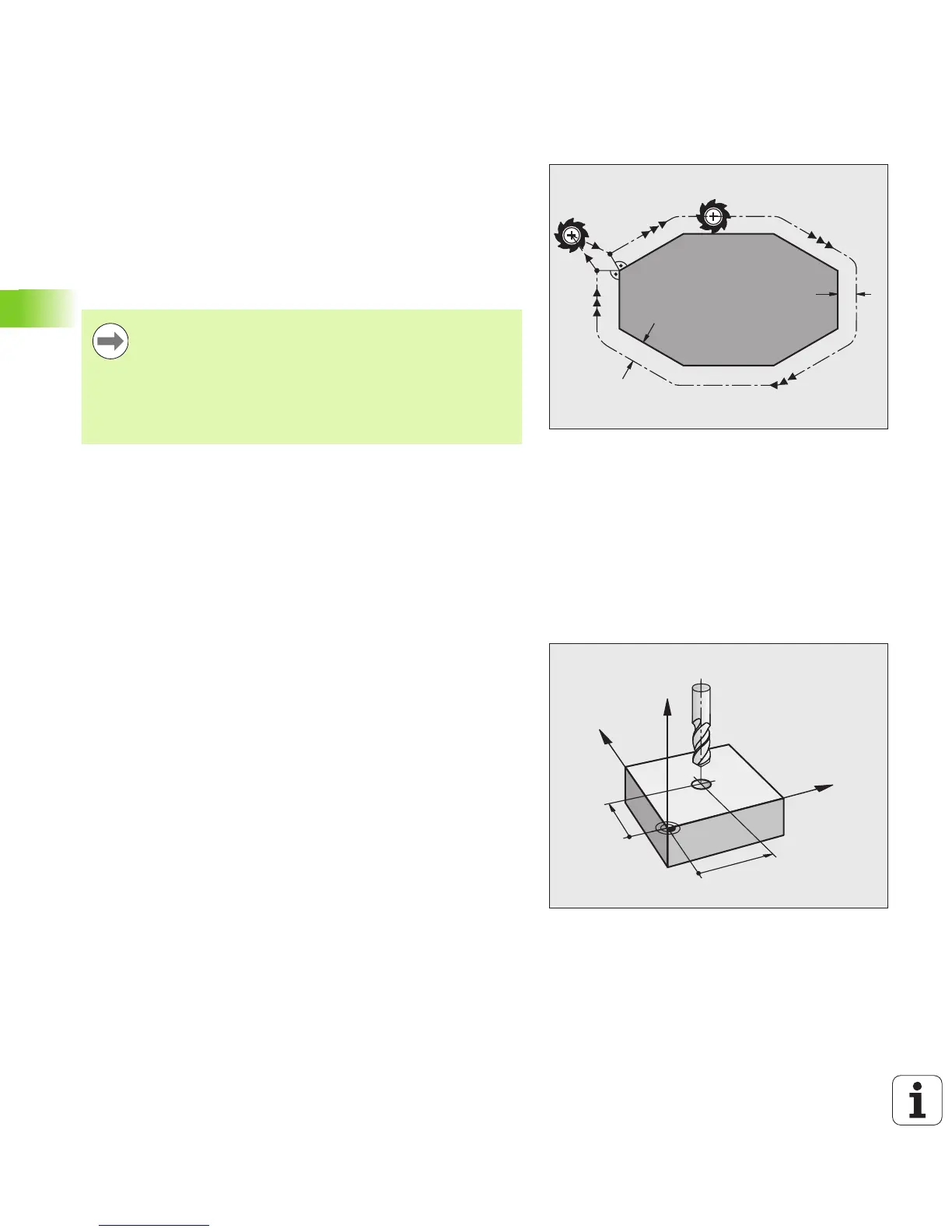
Contouring without radius compensation: R0
The tool center moves in the working plane along the programmed
path or to the programmed coordinates.
Applications: Drilling and boring, pre-positioning.
The TNC automatically cancels radius compensation if
you:
program a straight line block with R0
depart the contour with the DEP function
program a PGM CALL
select a new program with PGM MGT.
R Tool radius R from the TOOL DEF block or tool table
DR
TOOL CALL
Oversize for radius DR in the TOOL CALL block (not
taken into account by the position display)
DR
TAB:
Oversize for radius DR in the tool table

 Loading...
Loading...


