110 Programming: Fundamentals, File Management
3.2 Creating and Writing Programs
Programming tool movements in conversational
format
To program a block, initiate the dialog by pressing a function key. In the
screen headline, the TNC then asks you for all the information
necessary to program the desired function.
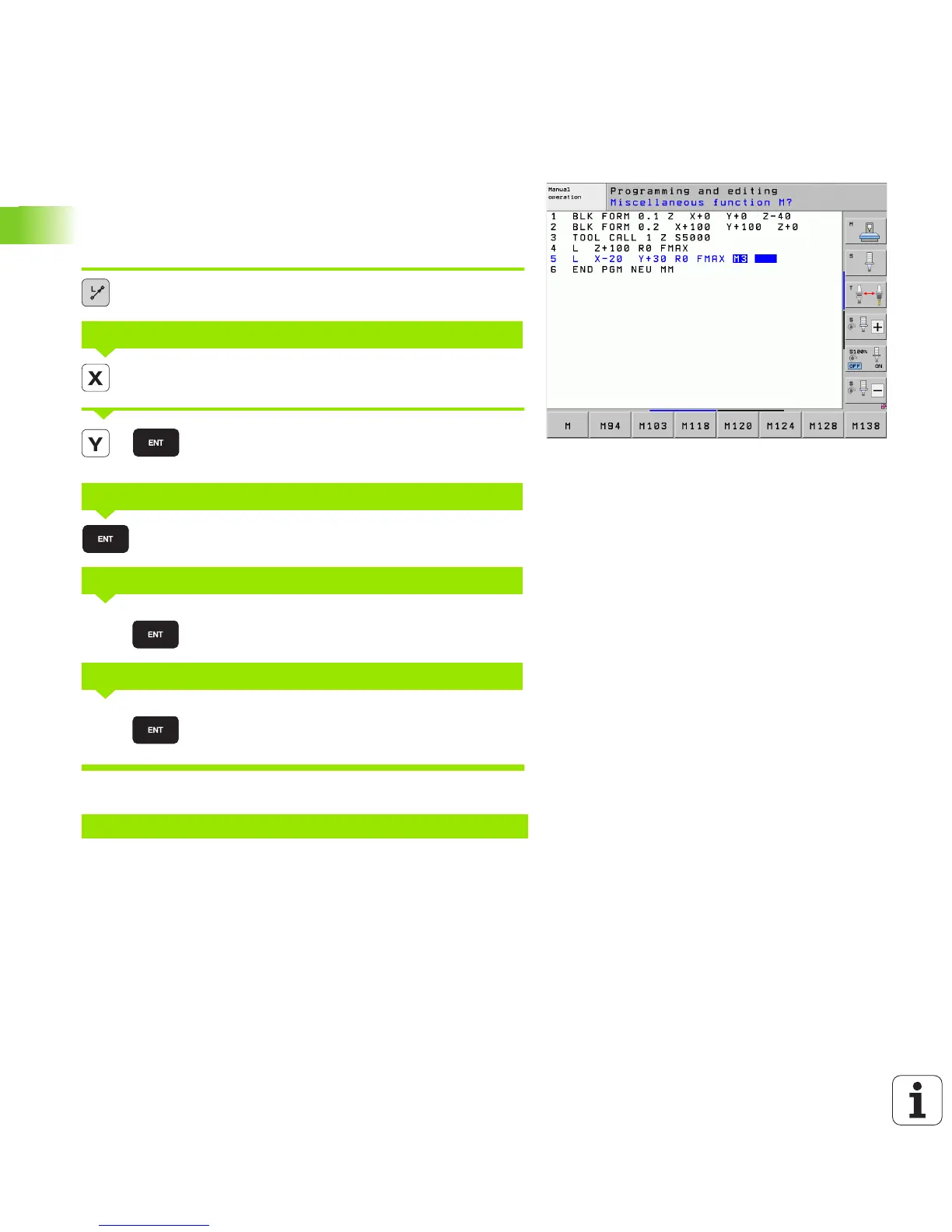
Example of a positioning block
Start block.
Enter the target coordinate for the X axis.
Enter the target coordinate for the Y axis, and go to
the next question with ENT.
Enter “No radius compensation” and go to the next
question with ENT
Enter a feed rate of 100 mm/min for this path contour;
go to the next question with ENT.
Enter the miscellaneous function M3 “spindle ON.”
Pressing the ENT key terminates this dialog.
The program-block window displays the following line:
COORDINATES?
TOOL RADIUS COMP: RL/RR/NO COMP?
FEED RATE F=? / F MAX = ENT
MISCELLANEOUS FUNCTION M?
3 L X+10 Y+5 R0 F100 M3

 Loading...
Loading...


