32
日本語
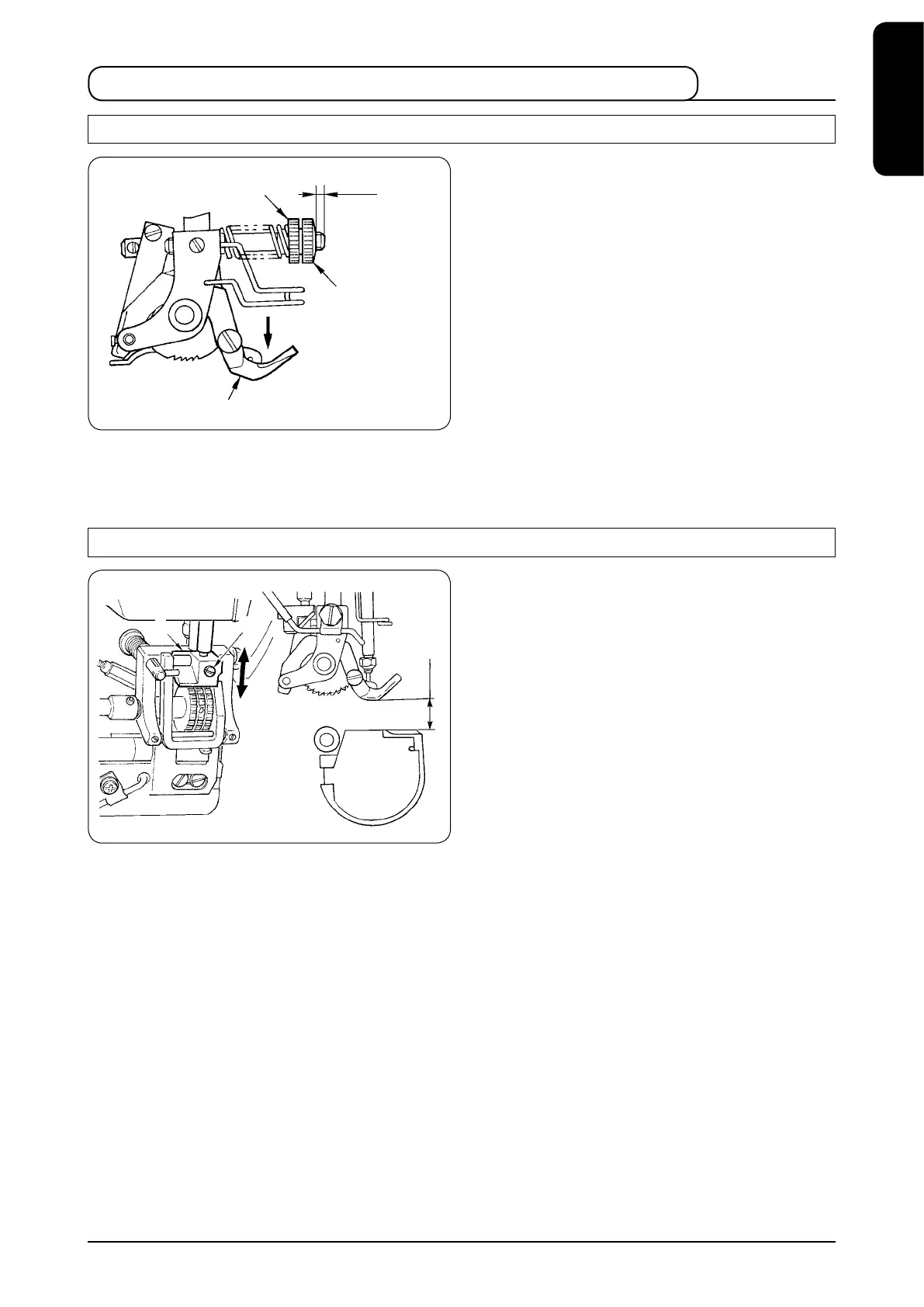
縫製時の押え(組)
1
の矢印
A
方向への押え圧の
調整はダイヤル
2
を回すことで調整します。
(出荷調整値は軸突出量 2.5 〜 3.5 mm)
• ダイヤル
2
を時計回りに締め込むと押え圧は強
くなります。
• ダイヤル
2
を反時計回りにゆるめると押え圧は
弱くなります。
※ 押え圧が強すぎると送り力が低下します。押え
圧が弱すぎると縫性能が安定しません。
突出量 3 mm を目安に縫い性能や送り力に影響
がでない範囲で微調整してください。
※ ダイヤル
2
を調整後、ダイヤル
2
を固定した
状態で、ダイヤル
3
で廻して、押えを固定して
ください。
押え上昇時の押え(組)の高さ
B
は止めねじ
3
を
ゆるめ、押え上げ台
4
の上下方向位置
C
を変更す
ることで調整します。(出荷調整値 12.5 mm)
• 押え上げ台
4
の固定位置を上げると押えの高さ
B
が高くなります。
• 押え上げ台
4
の固定位置を下げると押えの高さ
B
が低くなります。
※ 押え高さが 12.5 mm 以上では、ミシン上停止
時に押えを上昇しても、針先端が押え下面より
突出するため、針先端で布地を傷める可能性が
あります。
押え高さが 12.5 mm 以下では、縫製時、布地
の出し入れする際、押えに布地が触れて作業性
が低下します。
※ 押えの高さが 12 〜 14 mm の範囲となるよう
に押え上げ台
4
の高さを調整してください。
調整終了後は止めねじ
3
をしっかりと締めてく
ださい。(締め付けトルク:1.5 〜 2.5 N ・ m)
2
1
A
C
B
4
3
3
 Loading...
Loading...




