09.95
Siemens AG 2001 All Rights Reserved 6FC5197–jAA50
9–50
SINUMERIK 840C (IA)
9.5.4 Neural quadrant error compensation (QEC – SW 4)
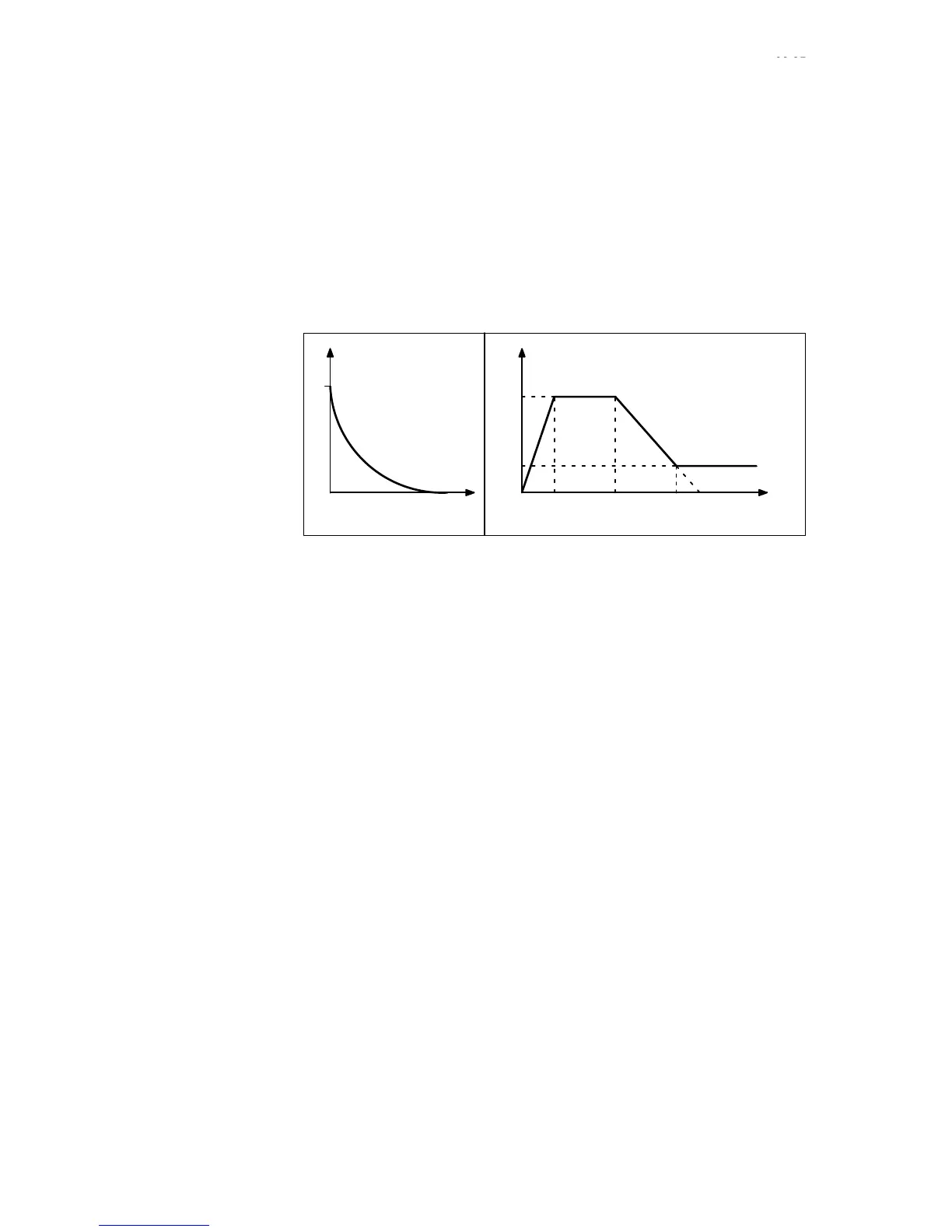
Explanation/basic The quadrant error compensation function reduces the contour errors resulting
principles from friction, backlash or torsional stresses during reversal. Errors are compen-
sated through the injection of an additional speed setpoint pulse at the instant of
zero crossing of the speed setpoint (see diagram below on left).
With software versions up to and including SW 3, the intensity of the compensa-
tion pulse can be set according to a characteristic as a function of acceleration.
This characteristic must be determined and parameterized during start-up using
external measuring instruments (see diagram below on right), i.e. it is a relatively
complicated process requiring a certain amount of experience.
Dn
t
Dn
max
Dn
min
12 3 4
a
3
a
’3
a
1
a
2
maximum amplitude NC-MD 12320
minimum amplitude
NC-MD 12400
Acceleration
NC-MD 12480 NC-MD 12520NC-MD 12440
Fig. 9.26
With SW 4 and higher, the manually parameterized characteristic block used to
date can be replaced by a neural network of type CMAC which offers the follow-
ing advantages:
S To facilitate start-up, the characteristic need no longer be set by the start-up
engineer. Instead, it is automatically calculated during a learning phase. How-
ever, the characteristic can be calculated correctly only if errors occurring on
the workpiece during quadrant transition are actually detected by the measur-
ing system. This means that a direct measuring system, an indirect measuring
system with distinct load reactions on the motor (rigid mechanical construc-
tion, low backlash) or appropriate compensation systems must be available.
In the case of indirect measuring systems, the backlash compensation func-
tion should be applied to compensate any backlash.
S With the conventional QEC, the characteristic is approximated by means of a
polygon with 4 straight lines. The neural network can simulate the actual char-
acteristic shape considerably better, ensuring a greater degree of accuracy.
The characteristic resolution can be adjusted to achieve the required accu-
racy and a directional dependency of the compensation amplitude can be
taken into account. Apart from the compensation amplitude, the decay time
can also be adapted to the acceleration rate in special cases.
During the learning phase, the neural network acquires a certain operating re-
sponse, i.e. it learns a certain correlation between its input and output quantities.
In the working phase, however, no further changes whatsoever are made to the
stored characteristic.
During the learning phase, the neuronal quadrant error compensation requires a
speed feedforward control of 100 %; a setpoint filter may be required for adapta-
tion of the dynamic response.
Notes The learning and working phases as well as the resultant neural quadrant error
compensation have a purely axis-specific action, i.e. there is no mutual influence
between axes.
9 Drive Servo Start-Up Application (as from SW 3)
9.5.4 Neural quadrant error compensation (QEC – SW 4)
10.94