09.95 10 Axis and Spindle Installation
10.5.3 Positioning mode, M19, M19 through several revolutions
10.5.3.2 Absolute positioning sequence (M19)
The spindle is to be brought to a preset angular position as quickly as possible and
stopped there. Driving to a particular position is only possible if the spindle is synchronized
with the encoder, i.e. if the zero mark has been overtravelled once. It is only then that the
absolute position of the spindle can be defined.
1. Spindle synchronized with encoder
a) Spindle stopped
The spindle is driven to the preset position by the shortest path. This means that
the path to be traversed is always within the range -180 to +180°. Determining
the shortest path also determines the direction of rotation.
The maximum speed attained during positioning is the creep speed.
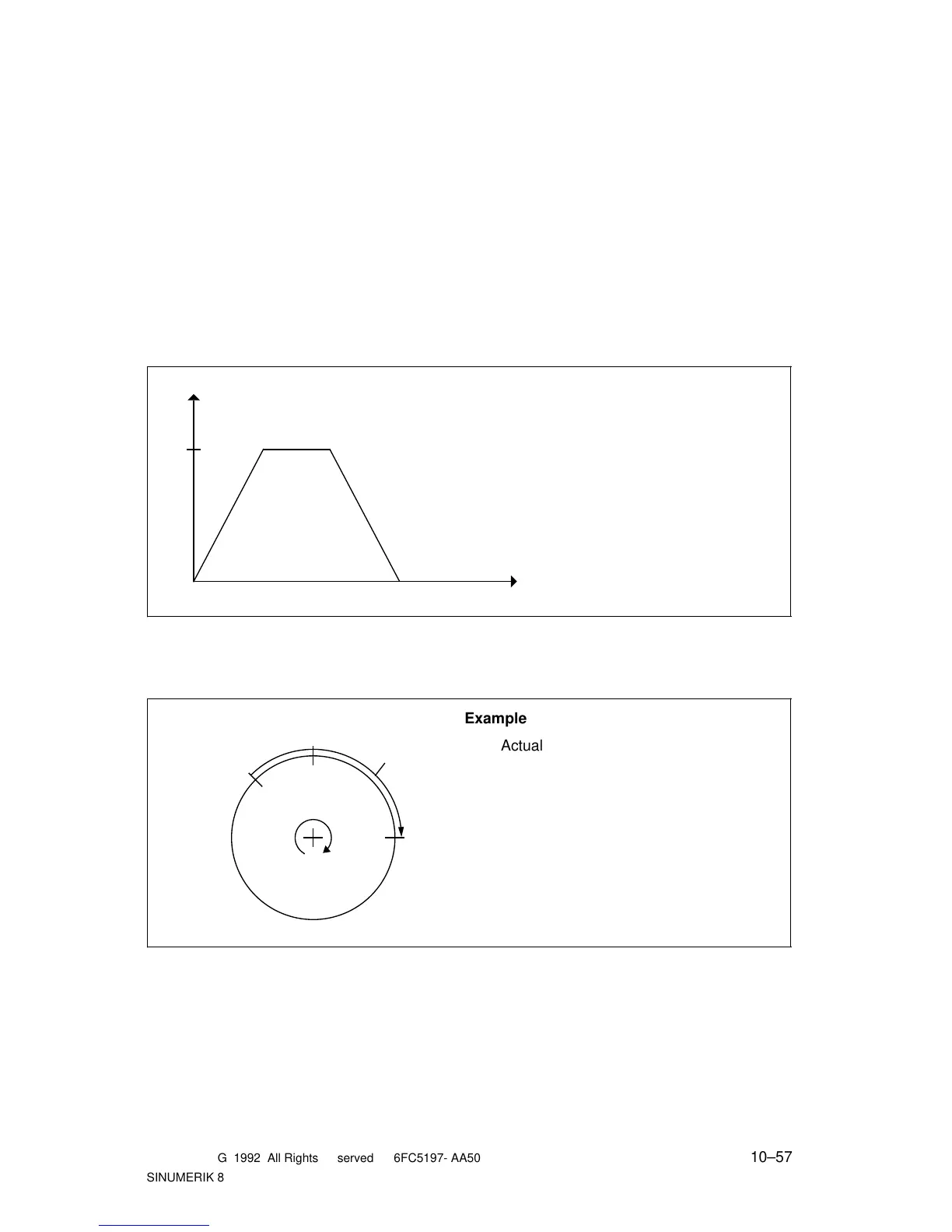
Speed characteristic for case 1a
n
t
Creep speed for M19
Example for case 1a
a
a
a
Example
Actual position: 315°
Programmed position: 90°
Shortest path: +135°
a
a
a
a
a
a
0°
a
a
a
a
a
a
a
a
a
a
a
a
© Siemens AG 1992 All Rights Reserved 6FC5197- AA50 10–57
SINUMERIK 840C (IA)