POWER UNIT 6-17
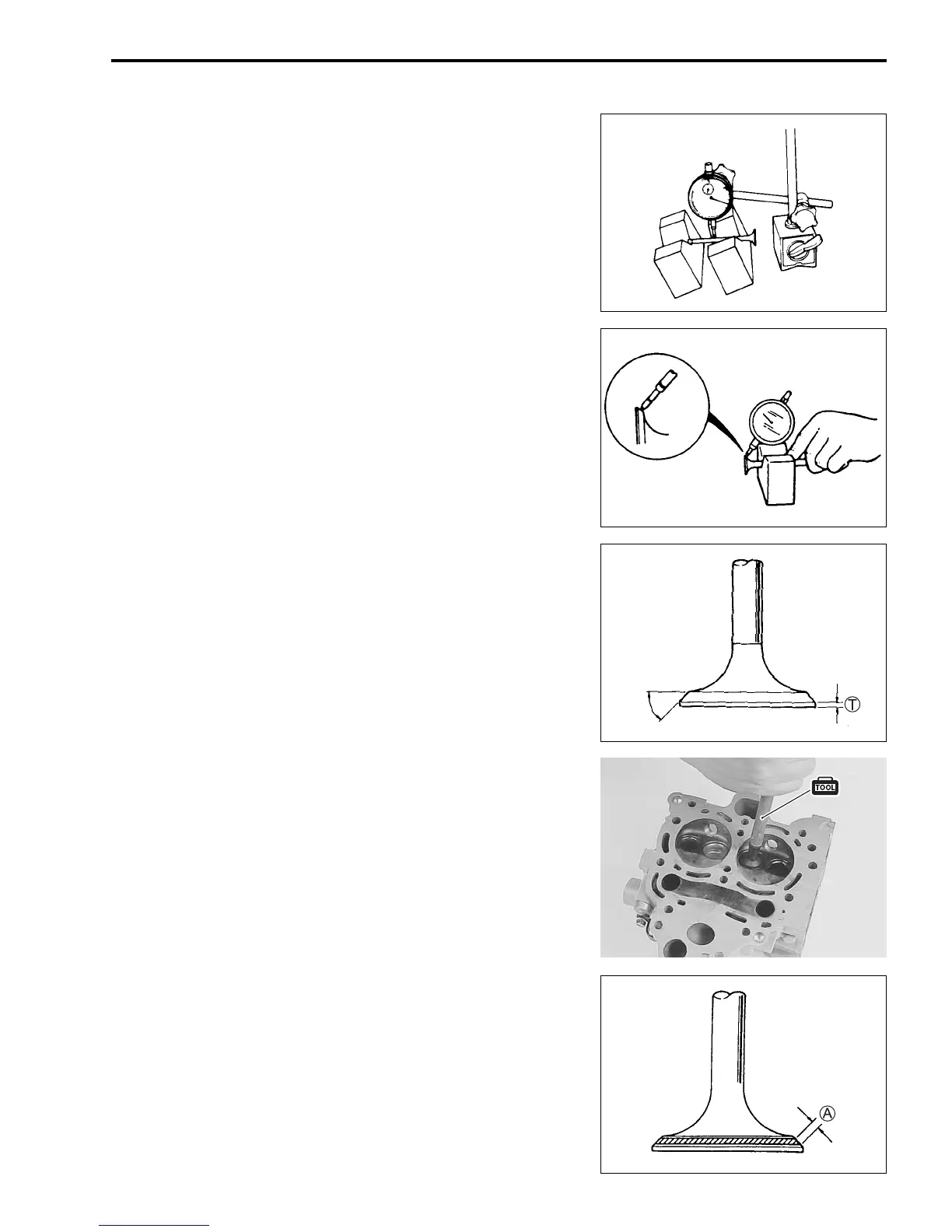
Valve stem runout
Measure valve stem runout.
09900-20602: Dial gauge
09900-20701: Magnetic stand
09900-21304: Steel “V” block set
Service limit: IN & EX 0.05 mm (0.002 in)
If measurement exceeds service limit, replace valve.
Valve head radial runout
Measure valve head radial runout.
09900-20602: Dial gauge
09900-20701: Magnetic stand
09900-21304: Steel “V” block set
Service limit: IN & EX 0.03 mm (0.001 in)
If measurement exceeds service limit, replace valve.
Valve head thickness
Measure valve head thickness T.
09900-20102: Vernier Calipers
Service limit: IN & EX 0.5 mm (0.02 in)
If measurement exceeds service limit, replace valve.
Valve seat contact width
Measure valve seat contact width A as follows:
1. Coat valve seat evenly with Prussian blue (or equivalent).
2. Install valve into valve guide.
3. Put valve lapper on valve.
09916-10911: Valve lapper
4. Rotate valve while gently tapping valve contact area against
seat.
5. Repeat until a continuous pattern in the Prussian blue is
seen.
6. Measure valve seat contact width A.
09900-20102: Vernier calipers
Standard: IN & EX 0.9 – 1.1 mm (0.035 – 0.043 in)
If measurement is out of the specification, repair valve seat.
NOTE:
For valve seat repair, see “VALVE SEAT SERVICING” section
on page 6-19.
45˚
 Loading...
Loading...





