Maintenance
2708−3/A1
Winterthur Gas & Diesel Ltd.
1/ 1
Grind Sealing Face
Tools:
1 Cutting device 94270
1 Profile cutter 94270A
1. General
The sealing face in the cylinder cover for the primary injection valve is a metallic seal.
Thus, this sealing face must be clean and have no damage.
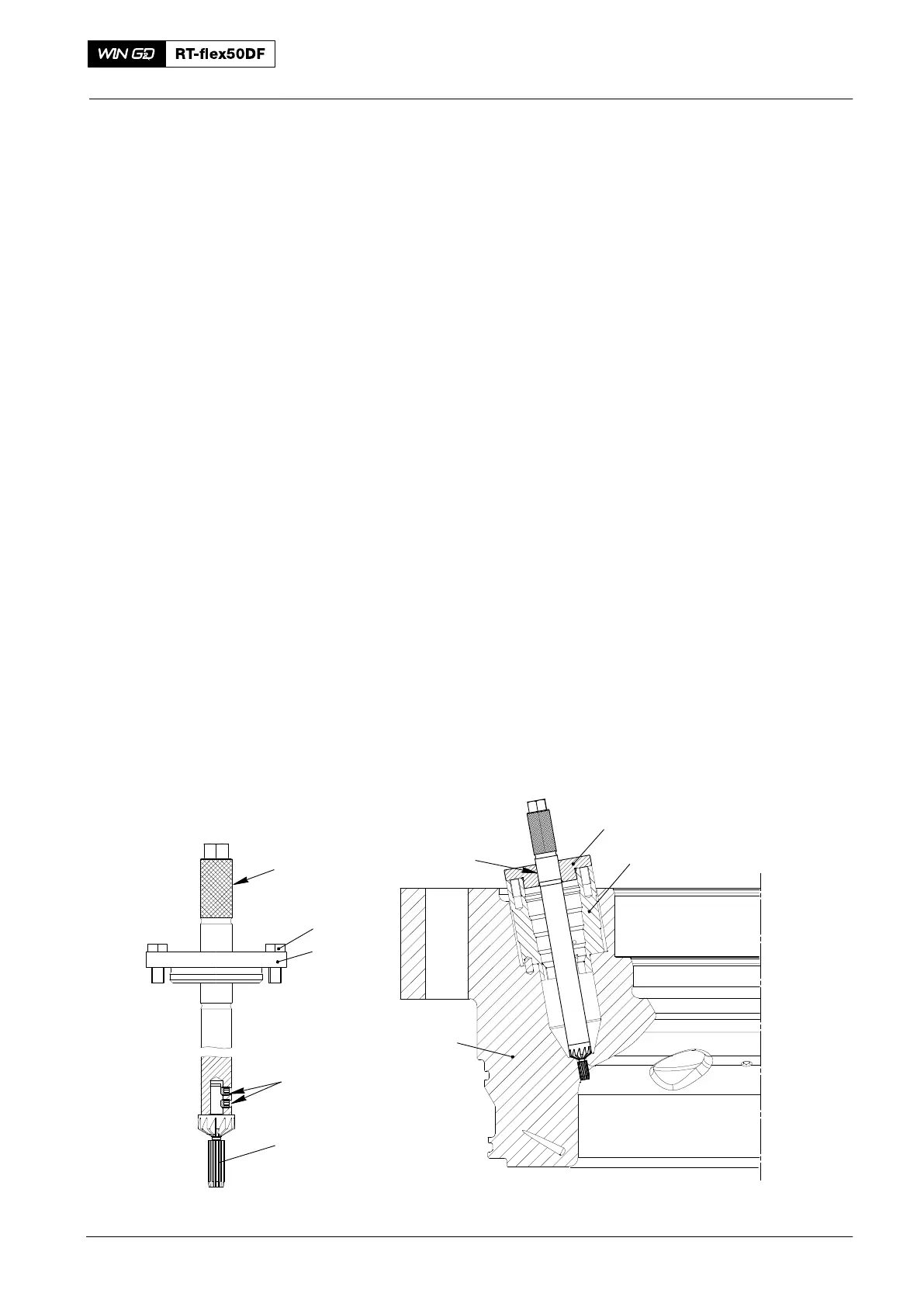
2. Sealing Face − Machining
You use the cutting device (94270, Fig. 1) to repair sealing faces that are dirty, or
have light damage.
1) Apply Molykote G paste to the running surface (4).
2) Apply tacky grease on the profile cutter (94270A). This will make sure that
shavings do not fall into the combustion chamber.
3) Make sure that the two set screws (5) are tight.
4) Carefully put the cutting device (94270) and the profile cutter (94270A) into the
valve bush (2) in the cylinder cover (3).
5) Attach the guide flange (1) to the valve bush (2) with the two screws (5).
6) Put a ring spanner on the top of the cutting device (94270).
7) Push down lightly with your hand on the cutting device (94270) and use the ring
spanner to turn the profile cutter (94270A).
8) Remove only the sufficient quantity of material to get a satisfactory seating area.
94270A
94270
5
WCH03101
Fig. 1
1
2
4
3
6
2
Cylinder Cover
2016