47
6.2 Parameters in the operating mode Super-4-cycle
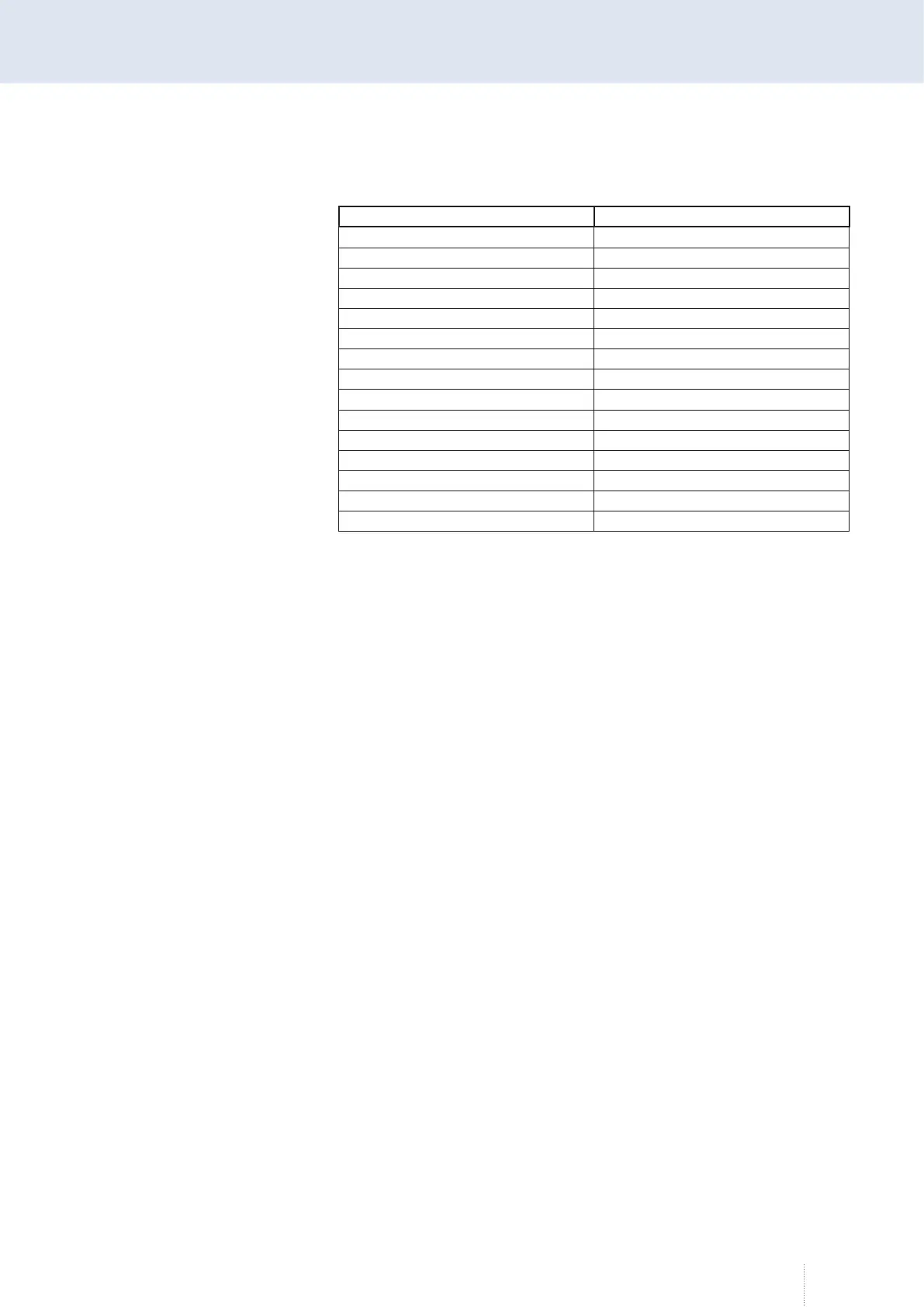
Function Correction value
Gas pre-flow Off, +/- 99
Inching-in +/- 99
Start program (time) Off, +/- 99, tor
Start program (power) +/- 99
Upslope Off, +/- 99
Main power Absolute value (m/min)
DuoPulse modulation* +/- 99
DuoPulse frequency* +/- 99
Step modulation +/- 9.9
Number of steps. Step (0 - 10)
Downslope Off, +/- 99
End crater prog. (Time) Off, +/- 99
End crater prog. (Power) +/- 99
Wire burnback +/- 99
Gas post-flow Off, +/- 99
As far as start, main and end crater power are concerned, the ArcLength
and ArcDynamics can be entered in addition.
Change of start time:
Turn rotary knob 3
• No time, after "-99" --> "OFF"
• Torch, after "+99"--> "tor"
The start time is determined by means of the torch trigger if "tor" is dis-
played.
Step modulation
The welding practice often requires working with different main param-
eters. The power continuation is ensured by shortly pressing the torch
trigger (< 0.5 s).
Use the function "Step modulation" to determine the step width of the
increase or the reduction of the wire speed or power per keystroke (Step).
A maximum wire speed change of 9.9 m/min per step is permitted!
Number of steps
Use the function "Number of steps" to determine the maximum number
of steps.
Max. 10 steps are possible. When the max. number of steps has been
reached, the wire speed per torch keystroke reduces by the adjusted step
modulation.
DuoPulse
All operating modes allow to switch on the "DuoPulse" function.
(Menu "functions", "DuoPulse"). If the "Expert Mode" function is active, fur-
ther parameters are available there, see "6.7 MAIN - Programming - Expert
Mode" on page 52.
DuoPulse modulation
A second weld parameter set can be generated by means of the "DuoPulse"
function. Based on the set basic value, a second weld parameter can be
generated which is higher or lower than the basic value.