63
• Qirox parameters (only in connection with QTI)
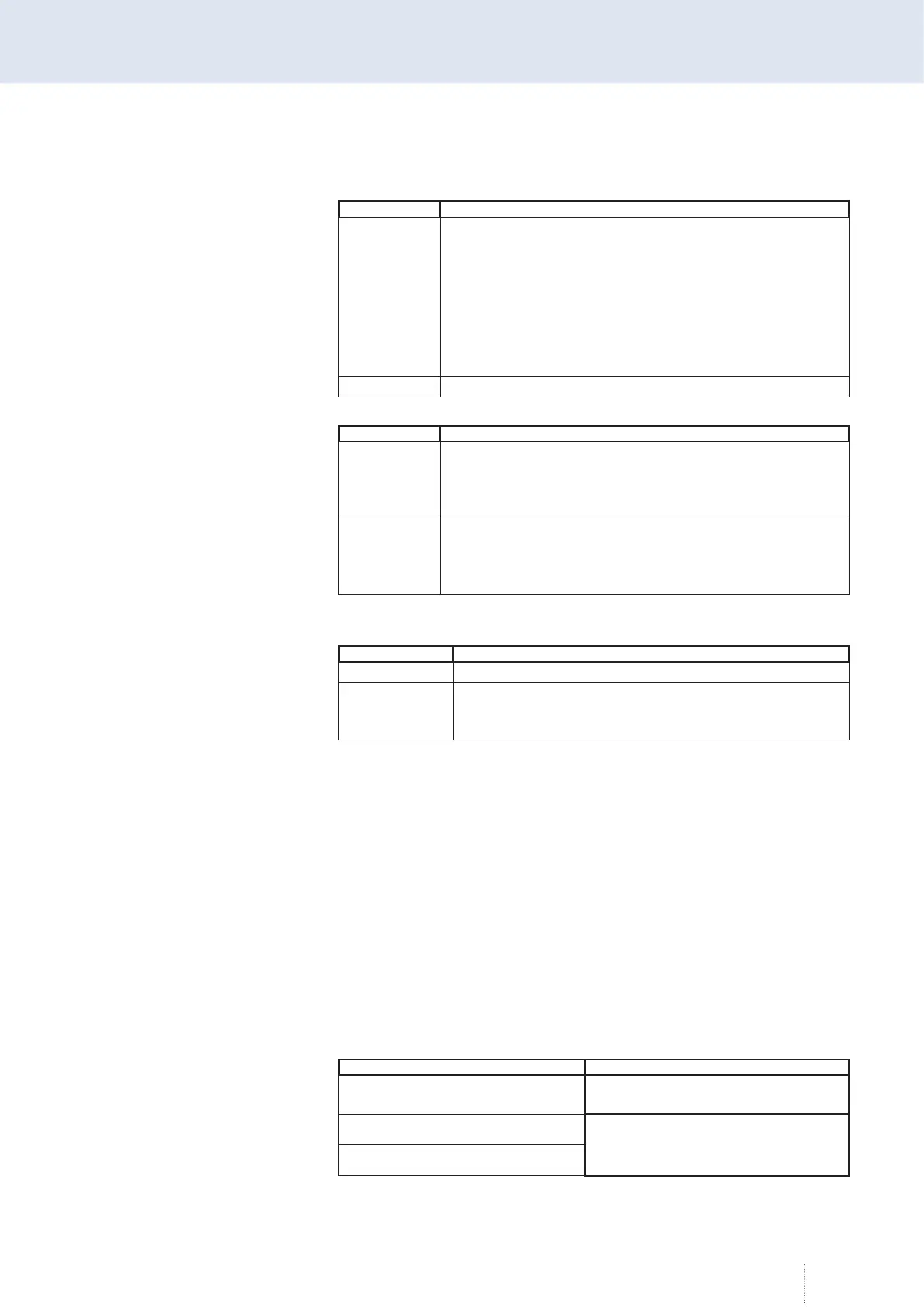
Designation Function
"Off"
• If the welding power source shall pre-set the welding
parameters.
Necessary if no other welding parameters shall be trans-
ferred from the robot to the welding power source during
job operation.
The values for "Number of control voltages" and "External
process selection" have an indirect influence on these
parameters and can be set separately.
"On" • If the robot shall pre-set the welding parameters.
Fine adjustment variant
Designation Function
“Wire”
• With this setting the arc length is corrected via the adap-
tation of the wire speed.
Longer arc = less wire speed
Shorter arc = higher wire speed
“Characteris-
tic curve”
• With this setting the wire speed remains constant. The
arc length is adapted by moving the operating points on
the synergy characteristic curve. The wire speed is not
changed.
Polarity "+/-" connection
Function only available with AC welding power sources.
Designation Function
"Standard" • Positive pole on welding torch
• Negative pole on welding torch
Recommended when changing to a TIG welding torch or
when using special stick electrodes.
Reset to factory setting
Press and hold (>3 seconds) the function "Reset to factory settings" in order
to reset all settings in the configuration menu and the job 0 to the pre-set
default values. After the Reset, the text will be highlighted yellow.
9.1.4.1 Config - General - Basic settings - Tandem
Define in this menu item whether the welding power source shall be "Mas-
ter" or "Slave" during Tandem operation. Read more information in chapter
"3. Basic configuration Operating mode "Tandem"" on page 217.
9.1.5 Config - General - Basic settings (2)
Application range of power source
Relevant when using more than one wire drive unit with a welding power
source.
Designation Function
"Manual welding"
Activation of wire drive unit by torch
trigger.
"Automated welding (VBC)"
Activation of wire drive unit by job
configuration or external signal, refer
to chapter 6.8 on page 55.
"Automated welding (QTI)"