101
EN
GSL
Lower gas flow rate limit
Setting range: 0.5 - 30.0 l/min
Factory setting: 7.0 l/min
GSt
Maximum duration of gas flow deviation
Setting range: off, 0.1 - 10.0 s
Factory setting: 2.0 s
GSF
Gas factor sensor
dependent on the shielding gas used
(only in conjunction with the OPT/i gas controller option)
Setting range: auto, 0.90 - 20.0
Factory setting: auto
(the correction factor is automatically set for standard gases from the Fronius welding da-
tabase)
Process parame-
ters for electrode
setup
The following process parameters can be set and displayed for manual metal arc welding
(STICK):
I-S
Starting current
For setting the starting current
Setting range: 0 - 200%
Factory setting: 150%
Hti
Starting current time
For setting the length of time for which the starting current is to be active
Setting range: 0.0 - 2.0 s
Factory setting: 0.5 s
Eln
Characteristic
For selecting the electrode characteristic
Setting range: I-constant / 0.1 - 20.0 A/V / P-constant
Factory setting: I-constant
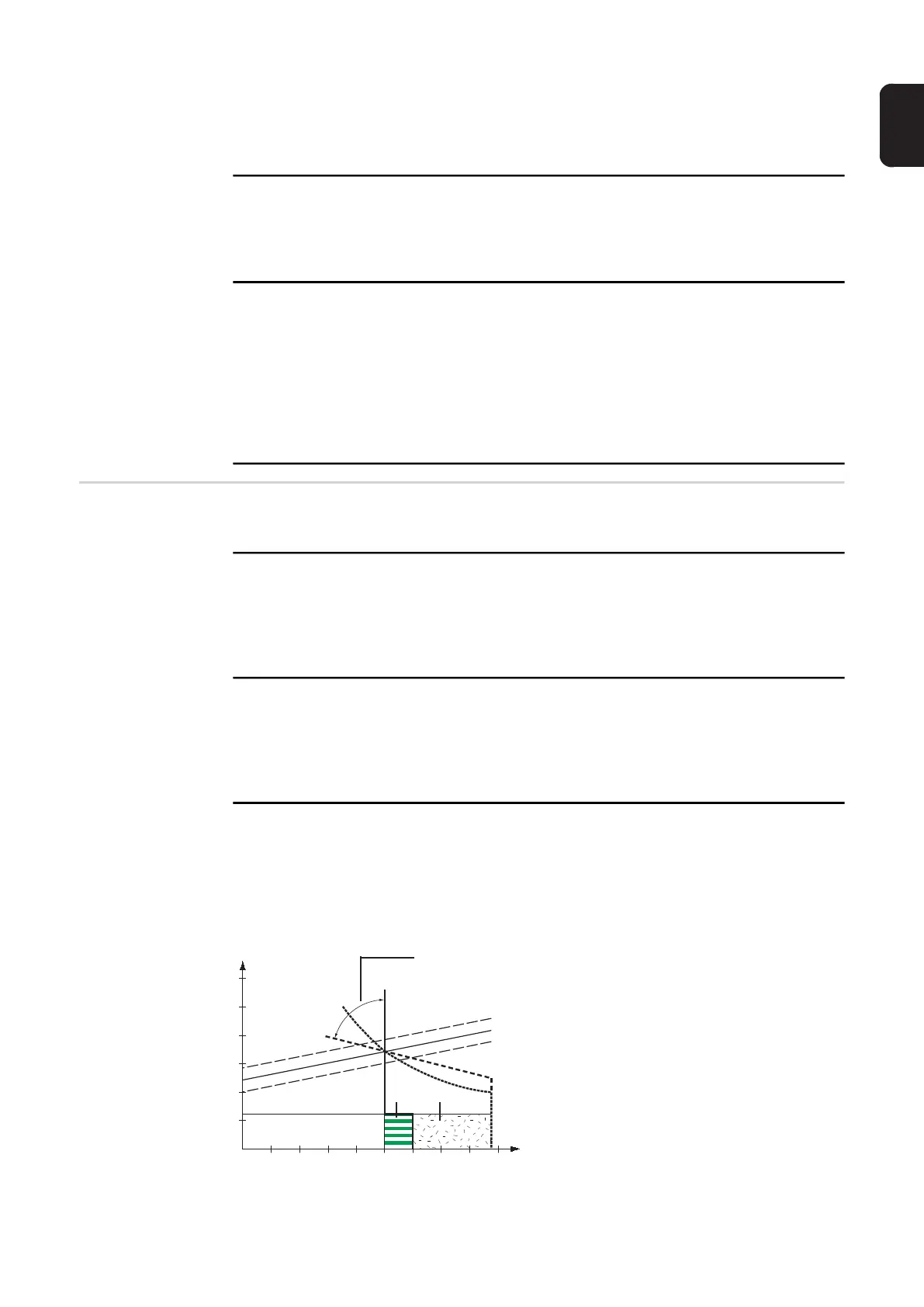
(1) Load line for rod electrode
(2) Load line for rod electrode where
arc length is increased
(3) Load line for rod electrode where
arc length is reduced
(4) Characteristic where "I-constant"
parameter is selected (constant
welding current)
(5) Characteristic where "0.1 - 20" pa-
rameter is selected (drooping cha-
racteristic with adjustable slope)
(6) Characteristic where "P-constant"
parameter is selected (constant
welding power)
0040 200100 300 I (A)
U (V)
con - 20 A / V
(4)
(5)
(6)
(7) (8)
(1)
(2)
(3)

 Loading...
Loading...






