85
EN
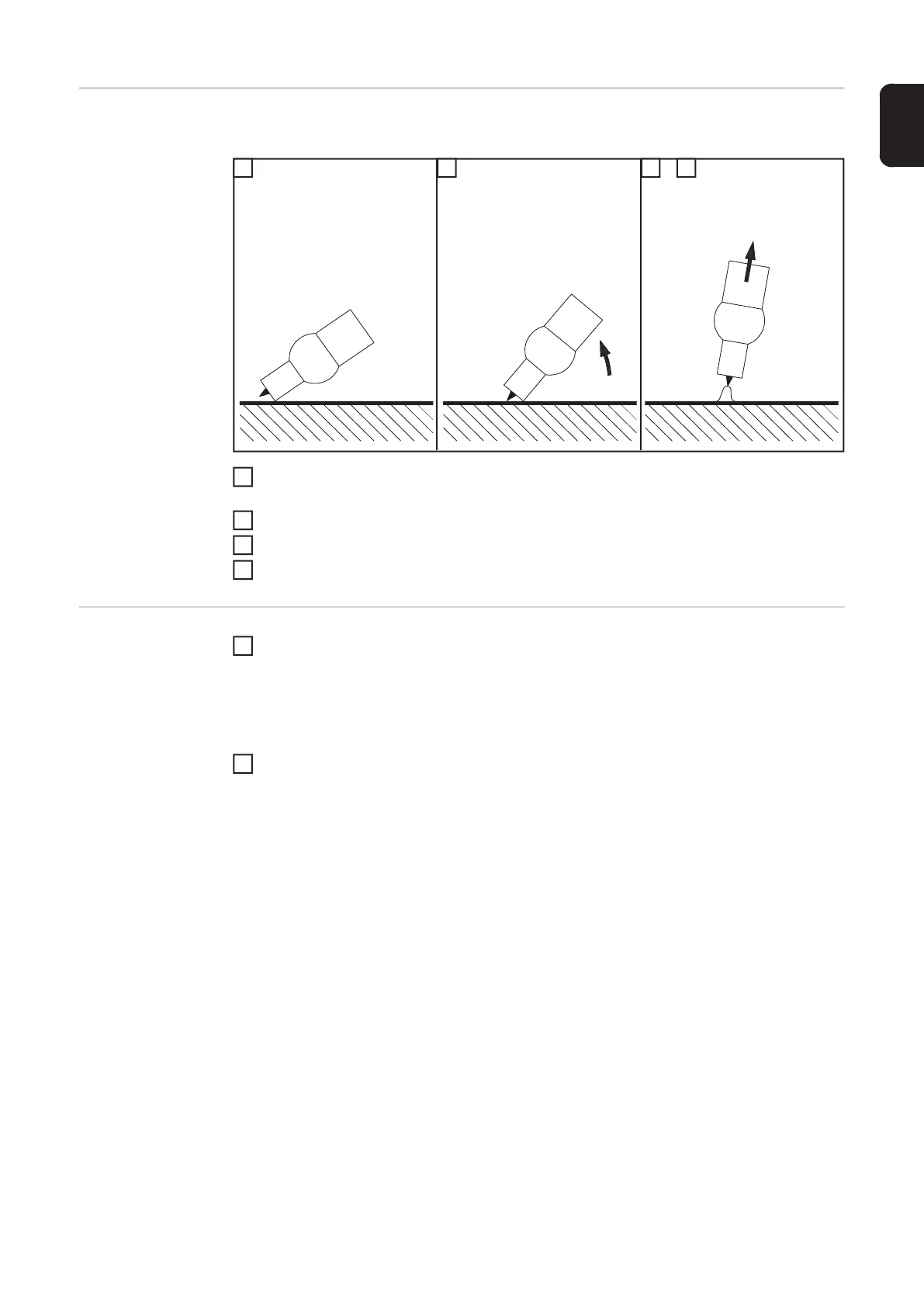
Igniting the arc The welding arc is ignited by touching the workpiece with the tungsten electrode.
Place the gas nozzle on the ignition location so that there is a gap of 2-3 mm (0.08 -
0.12 in.) between the tip of the tungsten electrode and the workpiece
Gradually tilt the welding torch up until the tungsten electrode touches the workpiece
Raise the torch and tilt it into the normal position - the arc now ignites
Carry out welding
Finishing welding Lift the TIG gas-valve torch away from the workpiece until the arc goes out.
IMPORTANT! To protect the tungsten electrode, ensure that the shielding gas at the
end of welding flows for long enough to allow the tungsten electrode to cool sufficient-
ly.
Close the gas stop valve on the TIG gas-valve torch
1 2 3 4
+
1
2
3
4
1
2
 Loading...
Loading...







