97
EN
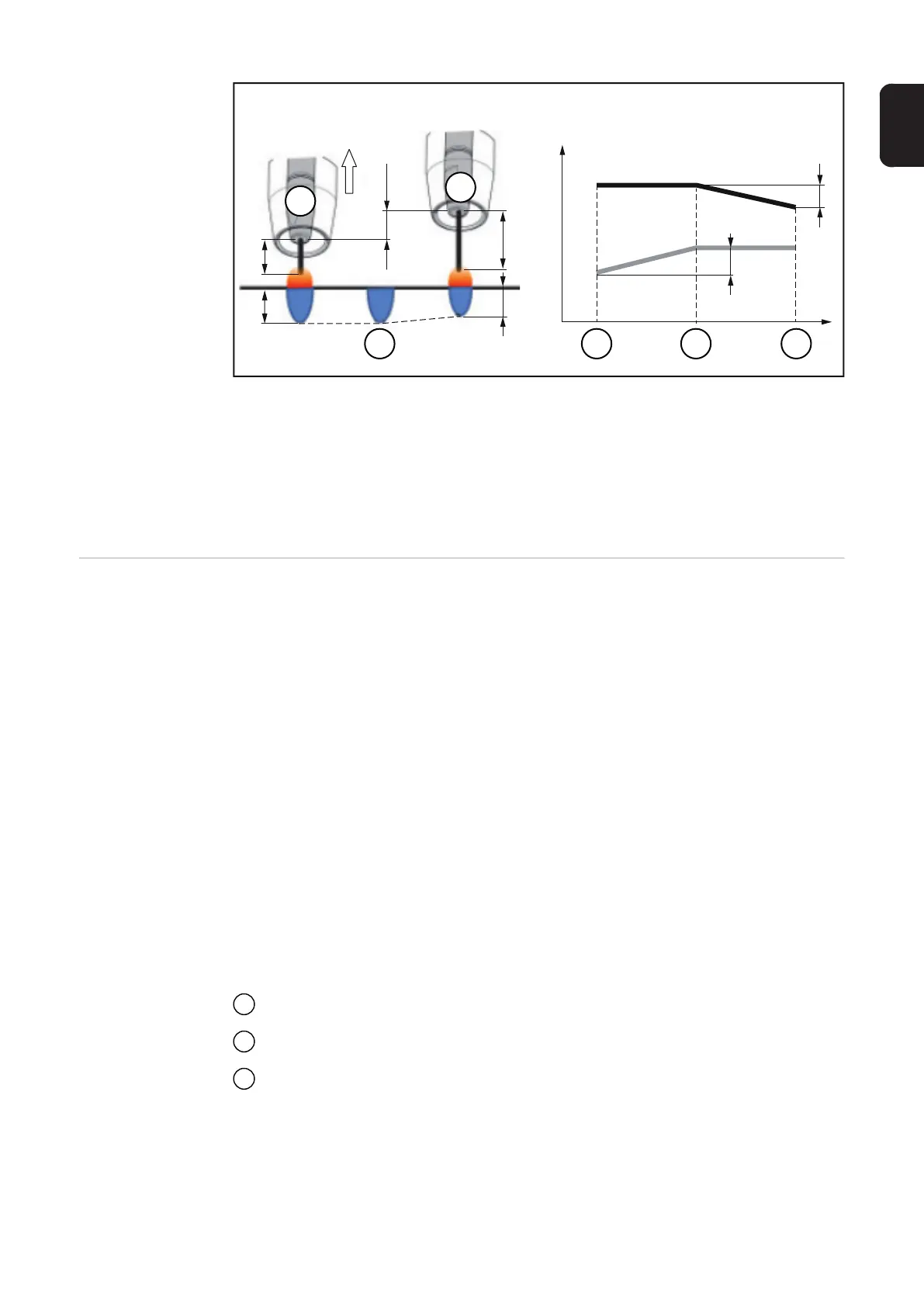
Penetration stabilizer = 0.5 m/min (activated)
To minimise the change in welding current if the stick out is changed (s
1
==> s
3
), the wire
speed is increased or reduced by 0.5 m/min.
In the example shown, the stabilising effect is obtained without a change in current up to
the set value of 0.5 m/min (Position 2).
I ... Welding current v
D
... Wire speed
Arc length stabi-
lizer
Arc length stabilizer
The arc length stabilizer forces short arcs, advantageous for welding, via a short-circuit
current control and keeps them stable even with a variable stick out or external interfer-
ence.
The arc length stabilizer welding parameter is only available if the WP PMC (Welding Pro-
cess Pulse Multi Control) option has been enabled on the power source.
0.0 - 5.0 (effect of stabilizer)
Factory setting: 0.0
0.0
The arc length stabilizer is deactivated.
0.1 - 5.0
The arc length stabilizer is activated.
The arc length is decreased until short circuits start to occur.
Application examples
Arc length stabilizer = 0 / 0.5 / 2.0
Arc length stabilizer = 0
Arc length stabilizer = 0.5
Arc length stabilizer = 2
I [A]
v
D
[m/min]
1
3
1 2
3
h
s
1
s
3
x
1
x
3
t [s]
s
1
< s
3
x
1
> x
3
2
0,5 m/min
1
2
3