200
9-1 Positioning with PTP Control
This program performs the following 3 positioning operations and then returns to
the reference origin. An M code is output when positioning is completed.
1, 2, 3... 1. X100 Y50 (Output M code 20.)
2. X250 Y150
3. X300 Y200 (Output M code 700.)
4. Return to reference origin.
Sample Program The following sample program performs the positioning operations listed above.
N000 P001 XY
N001 G00 X100 Y50 M20
N002 G00 X250 Y150
N003 G04 2
N004 G00 X300 Y200 M700
N005 G26 XY
N006 G79
Explanation Block N000 declares the program number and axes being used.
N001
Positions the axes to (X100, Y50) by PTP control. Absolute positioning (default)
is used, because nothing is specified.
When positioning is completed, M code 20 is output and the Unit waits for a reset
(M code reset standby).
N002
When the M code reset is received, block N002 positions the axes to (X250,
Y150) by PTP control.
N003
Waits for 2 seconds.
N004
Positions the axes to (X300, Y200) by PTP control. When positioning is com-
pleted, M code 700 is output and the next block is executed without waiting for
the reset.
N005
Returns the X and Y axes to the reference origin.
N006
Ends the program. When M code 700 is being output, it is cleared by the PRO-
GRAM END function.
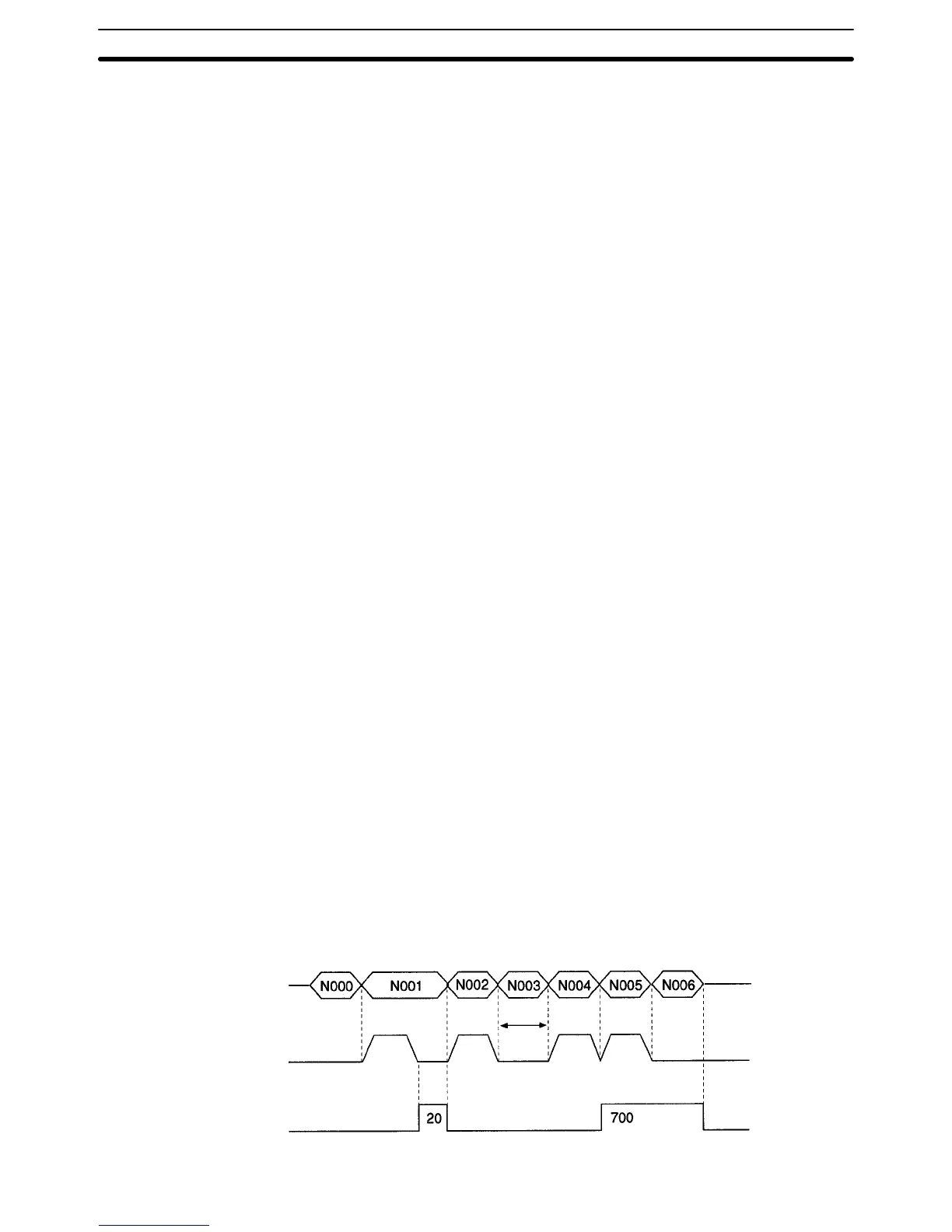
Timing Chart
Block execution
Axis movement
M code output
2 s
Positioning with PTP Control Section 9-1
 Loading...
Loading...






