202
Timing Chart
Block execution
General input 1
Axis movement
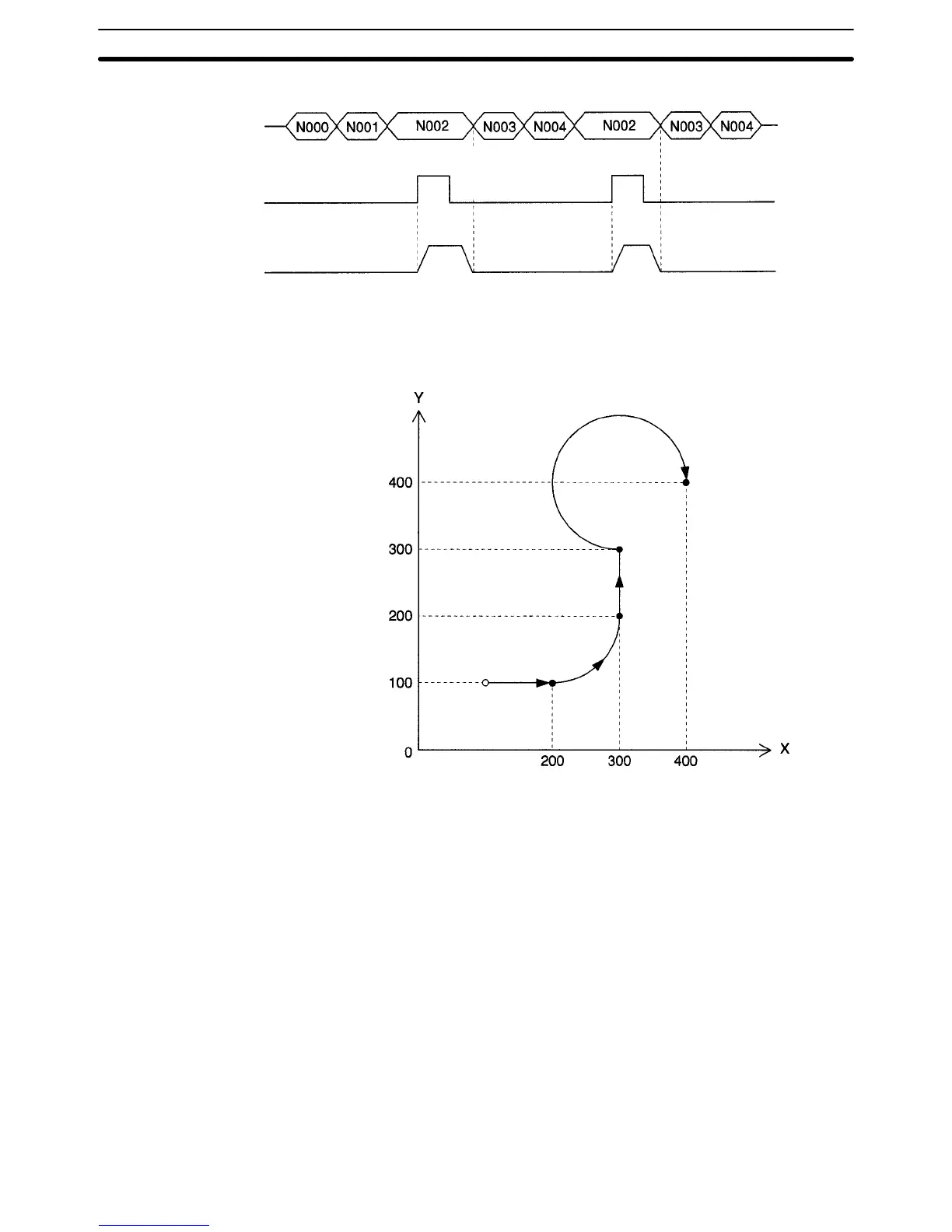
9-3 Positioning with Linear and Circular Interpolation
This program uses linear and circular interpolation to move the X and Y axes in
the pattern shown in the following diagram.
Sample Program N000 P003 XY
N001 G17
N002 G01 X200 Y100 F50
N003 G03 X300 Y200 R100
N004 G01 Y300
N005 G02 X400 Y400 R–100
N006 G79
Explanation Block N000 declares the program number and axes being used.
N001
Sets the X-Y plane as the plane for circular interpolation.
N002
Moves the axes to (X200, Y100) by linear interpolation.
N003
Moves the axes to (X300, Y200) by circular interpolation in the counter-clock-
wise direction with a radius of 100. A positive value is specified for the radius, so
an arc smaller than a semicircle (1/4 circle) is drawn.
N004
Moves the axes to (X300, Y300) by linear interpolation.
Positioning with Linear and Circular Interpolation
Section 9-3
 Loading...
Loading...






