100
When the number of loops is set indirectly from position data with register speci-
fication or position data number specification, the number of loops will be 0 if the
value of the position data is 0. Non-integer position data values will be rounded
off to the nearest integer value. An error will also occur if the position data is neg-
ative.
Example Program ::
N020 G00 X100
N030 G71 N100/A1000=1
N040 G70 N020/L100 . . . . . . . . .
::
::
N090 G00 X3200
N100 G70 N090/L50 . . . . . . . . . .
::
In loop , the program will jump to N020 up to 100 times while A1000≠1, so
blocks N020 and N030 will be executed up to 101 times.
In loop , the program will jump to N090 up to 50 times, so block N090 will be
executed up to 51 times.
If A1000=1 on the 20th jump in loop , the program would jump to block N100.
The remaining value of 80 jumps in the number of loops would be cleared and
the number of loops would be set to the new value of 50 by block N100.
5-5-22 G71: CONDITIONAL JUMP
Jumps to the specified block when the condition is met.
Format G71_<jump destination block number/condition equation>
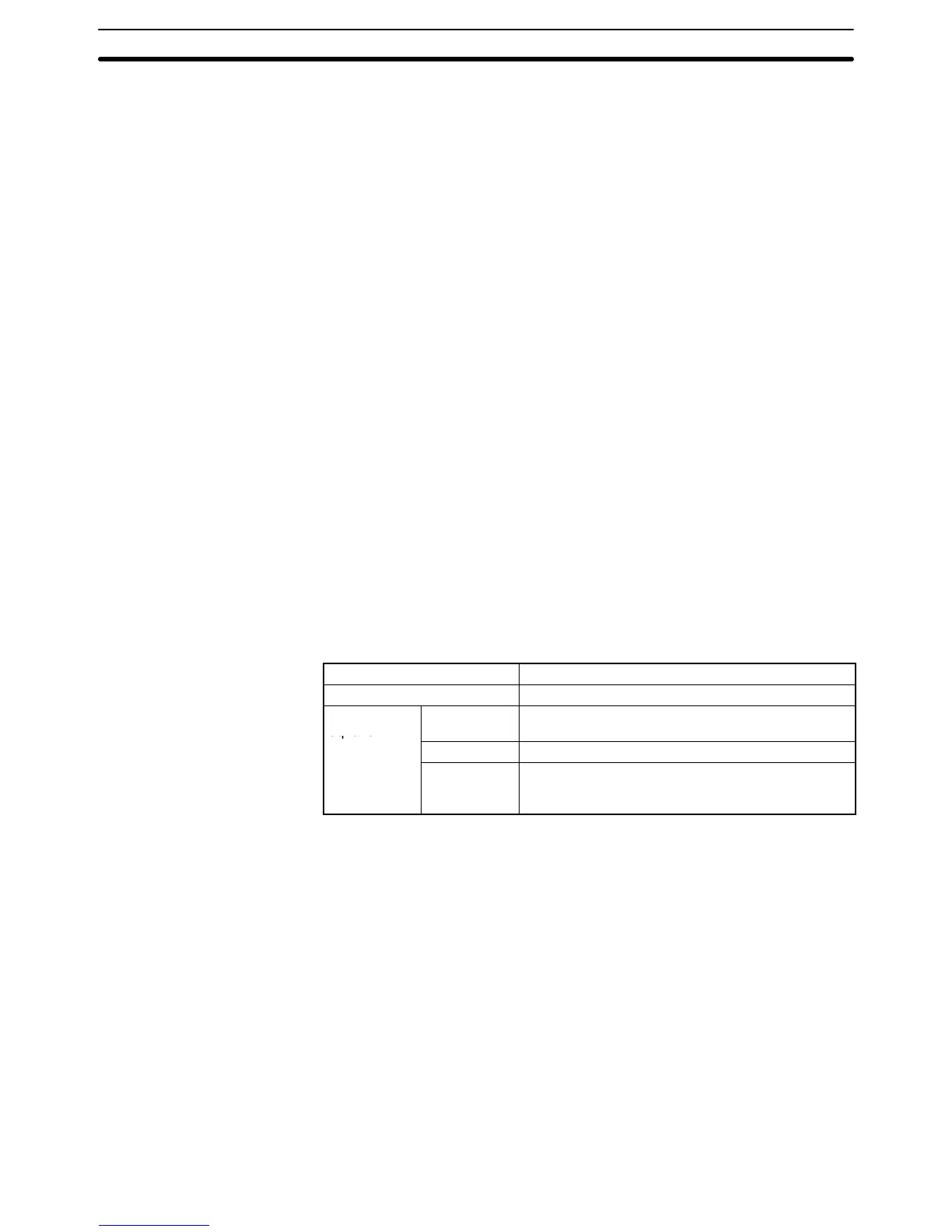
Parameters The following table shows the possible settings for the parameters.
Parameter Possible settings
Destination block number N000 to N999
Condition
equation
First term A0000 to A1999
E00 to E31
Operator =, <, >, or !
Second term A0000 to A1999
E00 to E31
–39,999,999 to +39,999,999
Description This function jumps to the specified block when the given condition is met. The
“!” operator is the inequality operator (not equal to). The first and second terms
will be compared as real numbers, even if registers are specified.
Example Program In the following program, A1000 is initialized to 0 in block N009 and then increm-
ented by 1 in block N011 after the positioning operation in block N010. Block
N012 causes the program to jump back to N010 and repeat blocks N010 to N012
ten times. The program proceeds when A1000=10.
::
N008 G91
N009 G63 A1000=0
N010 G00 X500
N011 G60 A1000=A1000+1
N012 G71 N010/A1000 ! 10
::
G Functions
Section 5-5
 Loading...
Loading...






