209
Sample Program N000 P009 X
N001 G11
N002 G76 5
N003 G54 X0
N004 G01 X200 F100
N005 G70 N001
N006 G79
Explanation Block N000 declares the program number and axes being used.
N001
Specifies Stop mode.
N002
Stops execution when general input 1 goes ON. (Proceeds to the next block
when general input 1 is OFF.)
N003
Presets the X-axis’ present value to 0.
N004
Absolute positioning of the X axis.
N005
Unconditionally jumps to block N001, repeating blocks N001 through N004. The
process can be repeated indefinitely without an overflow because the present
value is preset to 0 each time.
N006
Ends the program.
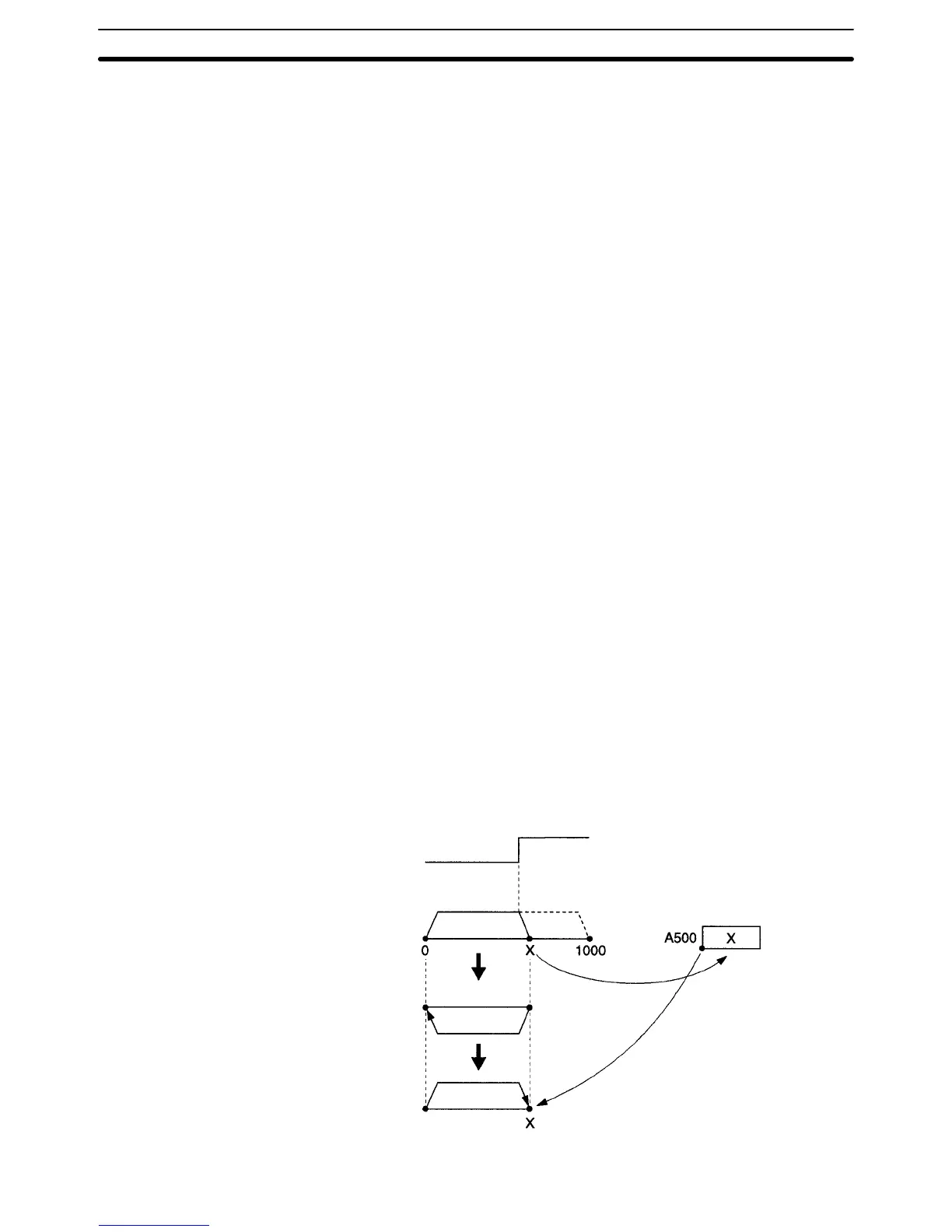
9-9 Stopping the Program and Substituting Position Data
This program moves the X axis to X1000 at a speed of 100 by linear interpola-
tion. The movement will be decelerated to a stop by function G74 (OPTIONAL
END) if general input 2 goes ON before the positioning operation is completed.
The X position when the movement was stopped will be stored in address A500
and that position data will be used for later positioning operations. This process
is useful for applications in which the position where the operation was stopped
will be used for positioning rather than the original target position.
General input 2
Axis operation
Origin return
Positioning
Moves the X axis to the position
indicated in address A500.
Transfers the pres-
ent value (X) when
stopped to address
A500.
Stopping the Program and Substituting Position Data
Section 9-9
 Loading...
Loading...






