94
Description This function sets the coordinate system to the workpiece coordinate system.
After this function is executed, the coordinate data in all axis operations is pro-
cessed as workpiece coordinate data. If G51 is executed at the beginning of the
program, the origin of workpiece coordinate system is determined by the work-
piece origin offset value (the offset from the reference origin) set in the system
parameters.
The workpiece coordinate system will be in effect after execution of the WORK-
PIECE ORIGIN RETURN function (G27).
Example Program ::
N009 G90
N010 G51
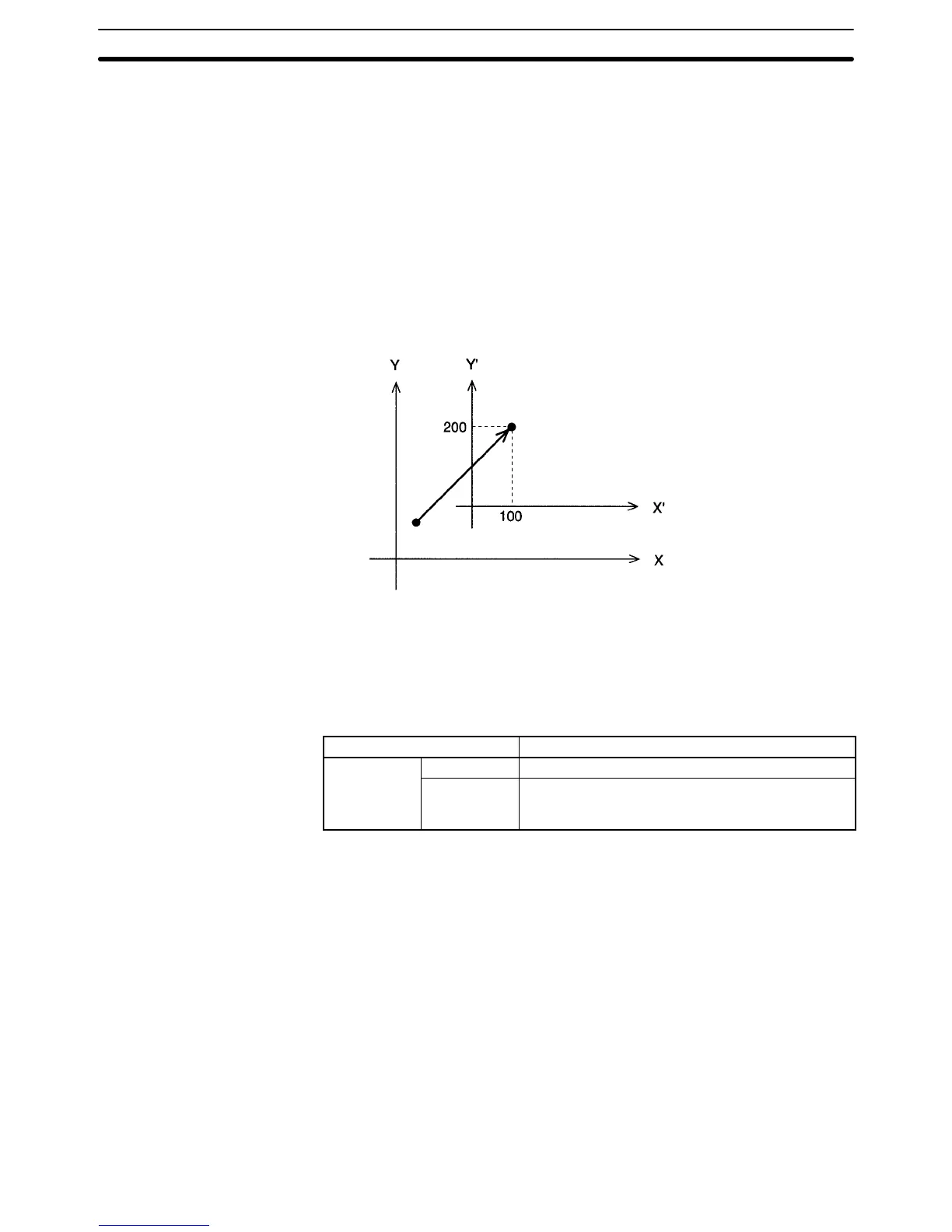
N011 G01 X100 Y200
::
Workpiece coordinate system
Reference coordinate system
5-5-16 G53: CHANGE WORKPIECE ORIGIN OFFSET
Changes the origin of the workpiece coordinate system.
Format G53_<offset value ... >
Parameters The following table shows the possible settings for the parameters.
Parameter Possible settings
Offset value
Axis name X and Y
Data –39,999,999 to +39,999,999
(E00 to E31)
A0000 to A1999
Description This function changes the offset from the reference coordinate system origin to
the workpiece coordinate system origin. The workpiece origin offset value set in
the system parameters isn’t changed, but the offset values set with this function
take precedence.
G Functions
Section 5-5
 Loading...
Loading...






