- 104 -
- Lukk spindelens rom
5.5 MATING AV TRÅDSPOLE PÅ SPOOL GUN (Fig. I)
$'9$56(/ )5 '8 87)5(5 9('/,.(+2/' 3$66 3c $7
381.769(,6(5(1(56/c77$92*.2%/(7)5$67501(77(7
SJEKK AT TRÅDTREKKERSPOLENE, TRÅDMANTELEN OG KONTAKTRØRET
PÅ SPOOL GUN HAR EN DIAMETER SOM ER KORREKT OG AT TRÅDTYPEN
SOM DU VIL BRUKE ER RIKTIG OG AT DE ER RIKTIG MONTERT. BRUK IKKE
VERNEHANSKER NÅR MAN TRER PÅ TRÅDEN.
7DDYGHNVHOHWYHGnVNUXRSSGHQGHUWLOEHVWHPWHVNUXHQ
3ODVVHUWUnGVQHOOHQSnVSROHQ
- Frigjør mottrykksrullen og fjern den fra den nedre rullen(2).
)ULJM¡UVOXWWHQDYWUnGHQNXWWGHQGHIRUPHUWHHQGHQPHGHWUHQVQLWWXWHQXMHYQKHWHU
YULVQHOOHQLUHWQLQJPRWNORNNHQRJWDHQGHQDYWUnGHQLQQLWUnGI¡ULQJHQVLQQJDQJ
YHGnVN\YHGHQPPLQQLPXQQVW\NNHW
6HWWWLOEDNHPRWWU\NNUXOOHQYHGnUHJXOHUHWU\NNHWWLOHQPLGGHOYHUGLRJNRQWUROOHUDW
WUnGHQHUNRUUHNWSODVVHUWLVSRUHWLGHQQHGUHYDOVHQ
%UHPVVSROHQIRUVLNWLJYHGnEUXNHGHQWLOK¡UHQGHMXVWHULQJVVNUXHQ
-MedSPOOL GUNWLONREOHWI¡UVYHLVHPDVNLQHQVVW¡SVHOLQQLVWLNNRQWDNWHQVOnSn
VYHLVHPDVNLQHQRJ WU\NN SnVSRROJXQNQDSSHQRJYHQWWLOVOXWWHQDYWUnGHQVRP
løper langs hele ledningen kommer ut til 100- 50mm fra forsiden av brenneren, slipp
brennerens knapp.
0,*0$*69(,6,1*%(6.5,9(/6($93526('<5(1
6.1 SHORT ARC (KORT BUE)
6DPPHQVPHOWLQJHQDYOHGQLQJHQ RJ DYO¡VQLQJDYGUnSHQ LQQWUHIIHU IRU NRUWVOXWQLQJ
SnI¡OJHQGH WXSSHQ DY OHGQLQJHQ L IXVMRQVEDGHW RSS WLO JDQJHU SHU VHNXQG
7UnGHQVIULHOHQJGHVWLFNRXWHUQRUPDOWPHOORPRJPP
.XOOVWnORJODYHOHJHULQJHU
%UXNEDUHWUnGGLDPHWHUH PPPPNXQYHUVMRQ$
- Brukbar gass: CO
2
eller blandinger av Ar/CO
2
5XVWIULWWVWnO
%UXNEDUHWUnGGLDPHWHUH PPPPNXQYHUVMRQ$
- Brukbar gass: blandinger av Ar/O
2
eller Ar/CO
2
(1-2 %)
$OXPLQLXPRJ&X6L&X$O
%UXNEDUHWUnGGLDPHWHUH PPPPNXQYHUVMRQ$
- Brukbar gass: Ar
)OXVVWUnG
%UXNEDUHWUnGGLDPHWHUH PP
- Brukbar gass: Ingen
6.2 INERTGASS
,QHUWJDVVHQVJMHQQRPVWU¡PQLQJVHYQHPnYUHOPLQ
7. MODUS MIG-MAG
)XQNVMRQLPRGXVHQ6<1(5*(7,6.
%UXNHUHQEHVWHPPHUSDUDPHWUHVRPPDWHULDOWUnGGLDPHWHU , type gass , og
sveisemaskinen stilles automatisk inn under optimale driftsforhold som avgjøres av
XOLNHODJUHGHV\QHUJHWLVNHNXUYHU%UXNHUHQWUHQJHUEDUHnYHOJHW\NNHOVHSnPDWHULDOHW
IRUnEHJ\QQHVYHLVHSURVHG\UHQ2QH7RXFK7HFKQRORJ\
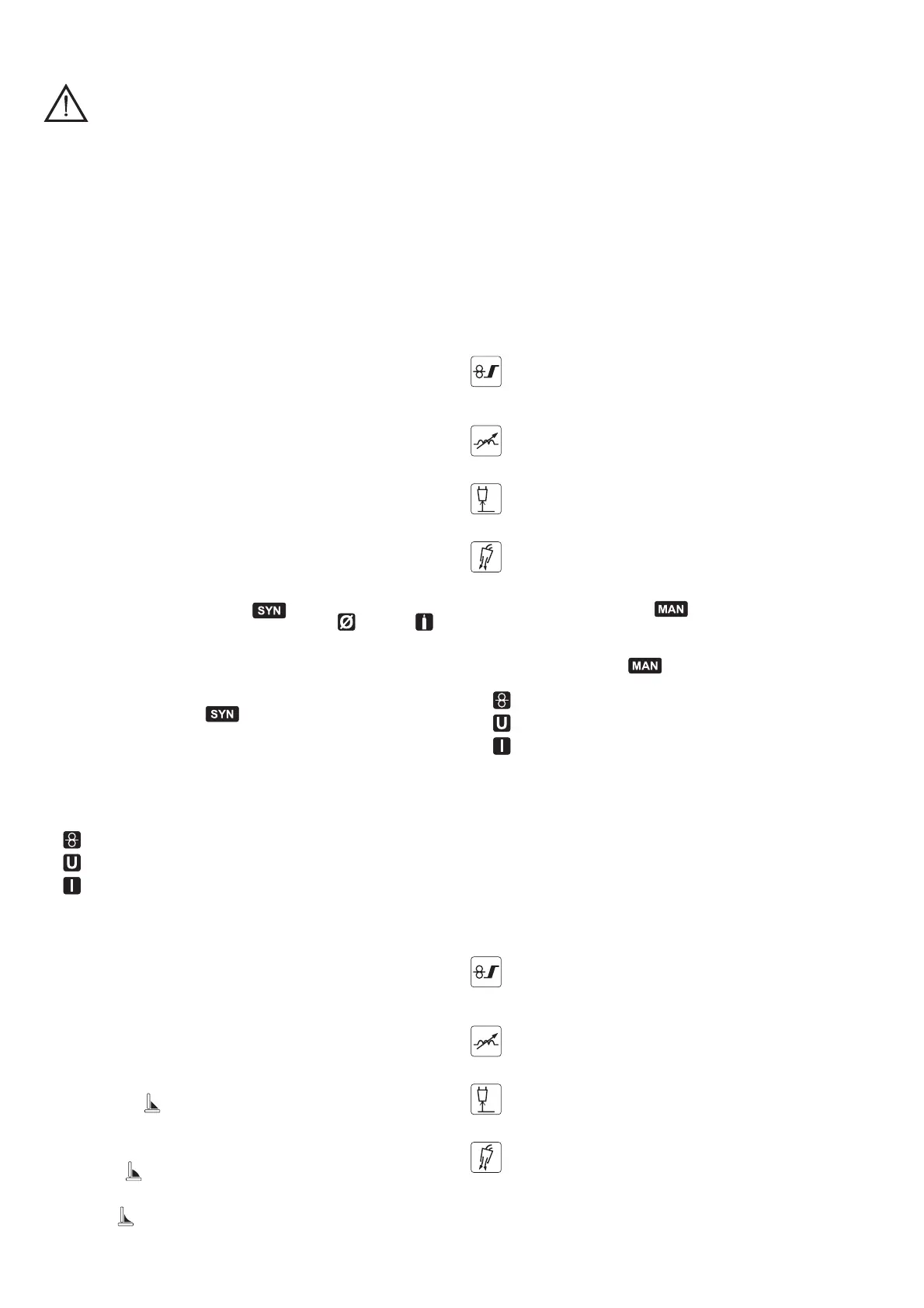
/&'VNMHUPLPRGXVHQ6<1(5*(7,6.)LJ/
1%$OOH YHUGLHQH VRP NDQ VHHV RJ YHOJHV DYKHQJHU DY W\SHQ DY IRUKnQGVLQQVWLOW
sveising.
1- Funksjonmodus i synergetisk
;
0DWHULDOVRPVNDOVYHLVHV7LOJMHQJHOLJHW\SHU)HVWnO6VUXVWIULWWVWnO$O0J
5
AlSi
5
DOXPLQLXP&X6L&X$OJDOYDQLVHUWHSODWHUVYHLVHORGGLQJ)OX[ÀXVVWUnG
- sveising UTEN GASS);
'LDPHWHUSnWUnGHQVRPVNDOEUXNHV
4- Anbefalt inertgass;
7\NNHOVHSnPDWHULDOHWVRPVNDOVYHLVHV
*UD¿VNLQGLNDWRUIRUW\NNHOVHQSnPDWHULDOHW
*UD¿VNLQGLNDWRUDYIRUPHQWLOVYHLVHVWUHQJHQ
8- Verdier ved sveising:
PDWHKDVWLJKHWIRUWUnGHQ
sveisespenning;
sveisestrøm.
9- ATC (Advanced Thermal Control).
,QQVWLOOLQJDYSDUDPHWUHQH
9HGnWU\NNHSnNQDSSHQ&LPLQVWVHNXQGInUPDQWLOJDQJWLOGHIRUKnQGVLQQVWLOWH
SURJUDPPHQHSnPDVNLQHQ
9HGnYULSnEU\WHUHQ&NDQPDQEODLDOOHSURJUDPPHQH35*RVY)RU
nYHOJH¡QVNHWSURJUDPPnPDQWU\NNHSnRJVOLSSHRSSGHQQHNQRWWHQ6YHLVHUHQ
stilles automatisk inn under optimale driftsforhold som avgjøres av ulike lagrede
V\QHUJHWLVNHNXUYHU%UXNHUHQWUHQJHUEDUHnYHOJHW\NNHOVHSnPDWHULDOHWYHGEUXNDY
NQRWWHQ&IRUnEHJ\QQHVYHLVHSURVHG\UHQ6YHLVHVSHQQLQJHQRJVYHLVHVWU¡PPHQ
YLVHVNXQSnGLVSOD\HWXQGHUVYHLVLQJHQ
-XVWHULQJDYIRUPHQSnVYHLVHVWUHQJHQ
5HJXOHULQJDYIRUPHQSnVWUHQJHQVNMHUYHGnEUXNHNQRWWHQ)LJ&VRPUHJXOHUHU
OHQJGHQ Sn EXHQ RJ GHUPHG DYJM¡U VW¡UUH HOOHU PLQGUH WHPSHUDWXUIRUKROG YHG
sveisingen.
6NDODHQIRUMXVWHULQJYDULHUHUIUD··LGHÀHVWHWLOIHOOHUKDUPDQPHGNQRWWHQ
i mellomposisjon (0,
HQRSWLPDOJUXQQLQQVWLOOLQJYHUGLHQYLVHVSn/&'VNMHUPHQ
WLO YHQVWUH IRU GHW JUD¿VNH V\PEROHW IRU VYHLVHVWUHQJHQ RJ IRUVYLQQHU HWWHU HQ
IRUKnQGVLQQVWLOWWLG
9HG n WU\NNH Sn NQRWWHQ )LJ & YLO GHQ JUD¿VNH LQGLNDVMRQHQ Sn GLVSOD\HW IRU
VYHLVHIRUPHQVNLIWHRJYLVHHWPHUNRQYHNVWÀDWWHOOHUNRQNDYWUHVXOWDW
.RQYHNVIRUP
Betyr at det er et lavt termisk forhold og at sveisingen derfor er
³NDOG´PHGOLWHLQQWUHQJQLQJYULEU\WHUHQLUHWQLQJPHGNORNNHQIRUnInHWVW¡UUHWHUPLVN
forhold med en sveising med større smelteeffekt.
.RQNDYIRUP
Betyr at det forekommer et for høyt termisk forhold og at sveisingen
derfor er for “varm”, med overdreven inntrengning: vri derfor bryteren i retning mot
NORNNHQIRUnInPLQGUHVPHOWLQJ
0RGXV$7&$GYDQFHG7KHUPDO&RQWURO
'HQQHPRGXVHQEOLUDNWLYHUWDXWRPDWLVNQnULQQVWLOWW\NNHOVHHUPDNVPP
%HVNULYHOVH: den særlige umiddelbare kontrollen av sveisebuen og den høye
hastigheten i korreksjonsparametere minimerer strømtopper som er karakteristisk for
overføringsmodusen Short Arc til fordel for en redusert varmetilførsel til arbeidsstykket.
Resultatet er, dels en mindre deformasjon av materialet, dels en overføring materialet
VRPHUMHYQRJQ¡\DNWLJIRUnGDQQHHQVYHLVHVWUHQJVRPHUOHWWIRUPEDU
)RUGHOHU
VYHLVLQJSnW\QQHPDWHULDOHUHUHQNHOW
- Mindre deformasjon av materialet;
6WDELOO\VEXHRJVnYHGODYHVWU¡PQLYnHU
3XQNWHVYHLVLQJSnUDVNRJQ¡\DNWLJPnWH
(QNHOVDPPHQNREOLQJDYSODWHUVRPHUSnLQQE\UGHVDYVWDQG
%UXNDYVSRROJXQGHUGHWWHIRUXWVHWWHV
$OOH LQQVWLOOLQJVPRGXVHU PDWHULDO WUnGGLDPHWHU W\SH JDVV VNMHU VRP EHVNUHYHW
ovenfor.
.QRWWHQ VRP ¿QQHV Sn VSRRO JXQ )LJ , UHJXOHUHU KDVWLJKHWHQ Sn WUnGHQ RJ
VDPWLGLJVYHLVHVWU¡PPHQRJW\NNHOVHQ%UXNHUHQPnEDUHNRUULJHUHEXHVSHQQLQJHQ
SnVNMHUPHQRPQ¡GYHQGLJ
,QQVWLOOLQJDYDQVHUWHSDUDPHWHUH0(1<)LJ0
)RUDGJDQJWLOPHQ\HQIRUDYDQVHUWHSDUDPHWHULQQVWLOOLQJHUWU\NNVDPWLGLJSnEU\WHUQH
)LJ&RJ)LJ&LPLQVWVHNXQGRJVOLSSGHP1nU0(1<GXNNHURSSPnPDQ
WU\NNHSnQ\WWSn+YHUSDUDPHWHUNDQVWLOOHVLQQYHG¡QVNHWYHUGLYHGnYULWU\NNHSn
NQRWWHQ)LJ&KHOWWLOGXJnUXWIUDPHQ\HQ
NRUUHNVMRQDYUDPSHKHYLQJIRUWUnG)LJ0
*M¡UGHWPXOLJnNRUULJHUHRSSVWDUWVUDPSHQWLOWUnGHQIRUnXQQJnHYHQWXHOORSSVDPOLQJ
SnEHJ\QQHOVHQDYVYHLVHVWUHQJHQ5HJXOHULQJIUDWLO)DEULNNLQQVWLOOLQJ
0 %
NRUULJHULQJDYHOHNWURQLVNUHDNWDQV)LJ0
En høyere verdi bestemmer et varmere smeltebad. Regulering fra - 10 % (maskin med
liten reaktans) til + 10 % (maskin med mye reaktans). Fabrikkinnstilling: 0 %
NRUULJHULQJEXUQEDFN)LJ0
*M¡UGHWPXOLJnUHJXOHUHEUHQQHWLGHQWLOWUnGHQYHGVWRSSLQJDYVYHLVLQJHQ5HJXOHULQJ
fra - 10 % til + 10 %. Fabrikkinnstilling: 0 %
3RVWJDVV)LJ0
*M¡UGHW PXOLJ n WLOSDVVH XWVWU¡PPLQJVWLGHQ WLO LQHUWJDVVHQQnU VYHLVLQJHQVWRSSHU
Regulering fra 0 til 10 sekunder. Fabrikkinnstilling: 1 sek.
)XQNVMRQLPRGXVHQ0$18(//
Brukeren kan tilpasse alle sveiseparametrene.
/&'VNMHUPLPRGXVHQ0$18(//)LJ1
1- Funksjonsmodus MANUELL
;
2- Verdier ved sveising:
PDWHKDVWLJKHWIRUWUnGHQ
sveisespenning;
sveisestrøm.
,QQVWLOOLQJDYSDUDPHWUHQH
,PDQXHOO PRGXVEOLUWUnGHQVPDWHKDVWLJKHWRJVYHLVHVSHQQLQJHQUHJXOHUWVHSDUDW
.QRWWHQ )LJ & UHJXOHUHU WUnGHQV KDVWLJKHW NQRWWHQ )LJ & UHJXOHULQJ
VYHLVHVSHQQLQJHQVRPDYJM¡UVYHLVHHIIHNWHQRJYLUNHULQQSnIRUPHQSnVWUHQJHQ
6YHLVHVSHQQLQJHQYLVHVNXQSnVNMHUPHQ)LJ1XQGHUVYHLVLQJHQ
3DUDPHWHULQQVWLOOLQJPHGVSRROJXQGHUGHWWHIRUXWVHWWHV
,PDQXHOO PRGXVEOLUWUnGHQVPDWHKDVWLJKHWRJVYHLVHVSHQQLQJHQUHJXOHUWVHSDUDW
.QRWWHQ VRP ¿QQHV Sn VSRRO JXQ )LJ , UHJXOHUHU KDVWLJKHWHQ Sn WUnGHQ PHQV
sveisespenningen reguleres via skjermen.
,QQVWLOOLQJDYDQVHUWHSDUDPHWHUH0(1<)LJ0
)RUDGJDQJWLOPHQ\HQIRUDYDQVHUWHSDUDPHWHULQQVWLOOLQJHUWU\NNVDPWLGLJSnEU\WHUQH
)LJ&RJ)LJ&LPLQVWVHNXQGRJVOLSSGHP1nU0(1<GXNNHURSSPnPDQ
WU\NNHSnQ\WWSn+YHUSDUDPHWHUNDQVWLOOHVLQQYHG¡QVNHWYHUGLYHGnYULWU\NNHSn
NQRWWHQ)LJ&KHOWWLOGXJnUXWIUDPHQ\HQ
5DPSHKHYLQJWUnG)LJ0
*M¡U GHW PXOLJ n WLOSDVVH WUnGHQV KDVWLJKHW YHG HQGW VYHLVLQJ IRU n RSWLPDOLVHUH
start av buen. Regulering fra 20 til 100 % (oppstart i % i forhold til regimehastighet).
Fabrikkinnstilling: 50 %
(OHNWURQLVNUHDNWDQV)LJ0
En høyere verdi bestemmer et varmere smeltebad. Regulering fra 10 % (maskin med
liten reaktans) til 100 % (maskin med mye reaktans). Fabrikkinnstilling: 50 %
%XUQEDFN)LJ0
*M¡UGHWPXOLJnUHJXOHUHEUHQQHWLGHQWLOWUnGHQYHGVWRSSLQJDYVYHLVLQJHQ5HJXOHULQJ
fra 0 til 1 sek. Fabrikkinnstilling: 0,08 sek.
3RVWJDVV)LJ0
*M¡UGHW PXOLJ n WLOSDVVH XWVWU¡PPLQJVWLGHQ WLO LQHUWJDVVHQQnU VYHLVLQJHQVWRSSHU
Regulering fra 0 til 10 sekunder. Fabrikkinnstilling: 1 sek.
,QQVWLOOLQJDYEUHQQHU776322/*81GHUGHWWHIRUXWVHWWHV
,QQVWLOOLQJHQDYEUXNDYVYHLVHEUHQQHUHQ776322/*81NDQVNMHSnWRPnWHU
YHGnEUXNHNQDSSHQSnNRQWUROOSDQHOHW)LJ&VRPWHQQHUGHQWLOK¡UHQGH/('
lampen;

 Loading...
Loading...




